Содержание
- 1 Особенности конструкции, преимущества, характеристики
- 2 Способы и методы соединения
- 3 Советы профессиональных сварщиков
- 4 Выводы
- 5 Особенности сварки профильных труб
- 6 Обобщенно о сварке профильной трубы
- 7 Варим трубы электродуговым агрегатом
- 8 Сварка трубы газовым оборудованием
- 9 Подведем итоги
- 10 Сварка профильной трубы своими руками
- 11 Как варить профильную трубу ручной дуговой сваркой?
- 12 Аппараты для сварки профильных труб
- 13 Какими электродами варить профильную трубу?
- 14 Сварка профильной трубы: правила формирования надежного соединения
- 15 Как сварить профильную трубу – свои секреты
- 16 Выполняем дуговую сварку
- 17 Выполняем газовую сварку
- 18 Сварка электродами и ее особенности
На рынке строительного оборудования профильные трубы считаются популярным и востребованным продуктом, именно они заменили уголки, брус и швеллера из металла, т. к. конструкции получаются намного легче. Сварка профильной трубы практически не отличается от аналогичных работ по соединению изделий из металла, но требует особого подбора электродов.
Особенности конструкции, преимущества, характеристики

Профильные трубы квадратного сечения обладают высокой прочностью на излом и сгиб, при этом такие изделия легче на 20—25%, удобны при монтаже любых конструкций, за счёт большой площади соприкосновения.
Основные размеры регламентируются ГОСТом — это ширина, высота, длина профиля, а также толщина стенок.
По методике изготовления профтрубы подразделяются на три основные категории:
- Холоднотянутые с толщиной стенок в пределах 1—8 мм.
- Горячего катанья — 4—14 мм.
- Шовные, изготавливаемые с использованием сварки — 1—5 мм.
Первые два варианта не имеют швов, поэтому могут использоваться не только для изготовления ажурных конструкций, но и для сварки трубопроводов.
Преимущества:
- лёгкий монтаж;
- замена тяжёлых элементов из числа профильной арматуры из-за более низкой стоимости;
- квадратная и прямоугольная форма обеспечивает лёгкую погрузку и перевозку, а также складирование в местах хранения;
- высокая стойкость к статическим нагрузкам, деформации и температурным колебаниям;
- при помощи профильных труб возможны нестандартные решения в архитектуре.
Технические характеристики изделия взаимосвязаны, поэтому при покупке легко оценить качество предлагаемой разными производителями продукции.
Способы и методы соединения
Сварка профтрубы осуществляется несколькими способами, которые имеют особенности, поэтому поговорим подробно о каждом.
Электродуговой вариант
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
- Трансформаторное или инверторное оборудование.
- Электроды разного сечения.
- Средства защиты.
- Приспособления для проведения сварочных работ, к которым относятся — механизм центровки; магнитные угольники, чтобы установить нужный угол соединения; металлическая щётка для зачистки торцов.
Электроды подбираются соотносительно толщине стенки профильной трубы, например, если она не более 4 мм, то применяются стержни с диаметром 2—3 мм.
Инверторный
Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.
Сварку профильной трубы с толщиной стенки в 2 мм проще осуществлять при помощи инвертора, сила тока при этом варьируется в диапазоне 50—60 А. Напряжение надо повышать при соединении изделий с более толстыми стенками. Горение дуги стабильное, не стоит опасаться залипания электрода, т. к. в оборудовании встроена система, исключающая такие негативные проявления.
При помощи газа
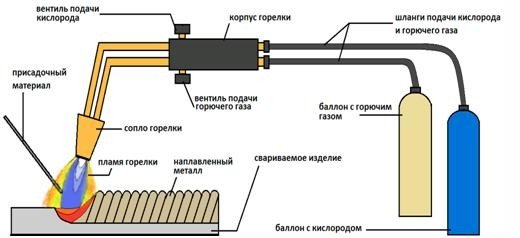
Процесс проводится с участием такого оборудования:
- баллоны, заполненные ацетиленом и кислородом;
- редукторы с манометрами, позволяющими контролировать расход газа;
- установленного образца газовая горелка;
- шланги для подачи газа;
- проволока с припоем.
Соединение производится путём расплавления кромок и заполнения промежутка между деталями расплавленным металлом с припоем.
Контактная
Сварка квадратных труб по контактной методике применяется на производстве, т. к. высокая цена на оборудование и сложности проведения процесса не позволяют использовать этот метод дома или в небольших мастерских. Прочность и большая надёжность соединения достигается сильным сдавливанием электродами с одновременным пропусканием разряда, при этом присадки не используются.
Советы профессиональных сварщиков
Профиль сваривают под любым, удобным углом, используя при этом все разрешённые ГОСТом методики соединения.
Какие использовать электроды?
Профессиональные исполнители советуют использовать следующие марки:
- АНО-4 — распространенная и универсальная марка, не надо прокаливать перед использованием, подходят для работы с разным сварочным оборудованием;
- МР-3С надо использовать, когда к шву предъявляются повышенные требования по качеству;
- профессионалы используют марку УОНИ-13/55;
- хорошее качество соединения обеспечивают изделия ОЗС-12, но у них отсутствует устойчивость к сырости.
Данные рекомендации касаются профильной трубы с размерами 20х40 мм.
Выбор режима
Здесь надо учитывать следующие параметры:
- Сила, полярность и род тока (постоянный или переменный).
- Скорость проводки электрода.
- Диаметр и угол наклона.
- Напряжение сварочной дуги.
Для максимальной эффективности соединения исполнитель должен в каждом конкретном случае использовать наивысшие показатели силы тока, но помнить, что превышение снижает качество шва.
Методом в стык
Для проведения такого режима сварки существуют следующие требования:
- вначале делается прихватка по углам конструкции, затем проверяется точность стыковки, а затем уже обвариваются стыки по всему периметру;
- изделия с тонкими стенками проваривают за один раз, а толстостенные — в несколько проходов;
- дугу ведут с такой скоростью, чтобы металл не проседал, но кромки успевали оплавиться.
Проварку одного стыка заканчивают таким образом, чтобы край шва совпадал с первоначальным и был выполнен внахлёст.
Для тонкостенных изделий
Как варить электродом 2 мм тонкий металл профтрубы — такой прокат относится к тонкостенному виду и соединяется при помощи электродов диаметром от 1,5 до 2 мм, к сварочным работам допускаются исполнители с большим опытом работы. Сила тока — не выше 60 ампер, используются изделия марки МР-3С или АНО-21. Начинающим сварщикам тонкостенные профили надо варить при помощи инвертора.
Под прямым углом
Чтобы добиться при сварке профиля точного угла под 90 градусов, надо иметь опыт и соответствующие вспомогательные инструменты. Существует такая методика проведения работ:
- Профильные трубы разрезаются на части нужной длины.
- Все работы выполняются на ровной поверхности.
- Для надёжной фиксации используются магнитные угольники или подручные средства.
- Соединение выполняется поэтапно с обязательной проверкой угла соединения.
Вначале соединяемые изделия прихватываются, затем измерительным инструментом уточняется угол, если всё в порядке, то производится сварка профиля по периметру.
Устранение прожога
Такие негативные последствия сварки возникают при соединении тонкостенных профильных труб, чтобы предотвратить прожог металла, надо точно подбирать диаметр электрода и устанавливать малые величины сварочного тока, а полярность применять обратную. Аналогичные дефекты появляются из-за неопытности исполнителя.
Выводы
Сварка профильной трубы отличается некоторыми нюансами: надо точно подбирать электроды в зависимости от толщины стенок, иметь достаточный опыт сварочных работ. Новичкам лучше тренироваться на уголках и швеллере, т. к. там риск коробления или прожигания намного ниже.
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.

Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
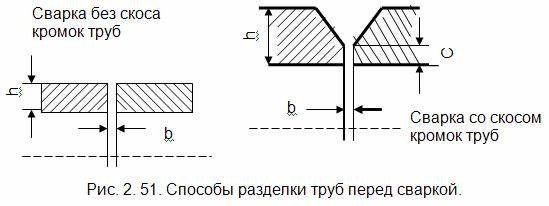
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.

Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Сварочные аппараты применяются во многих случаях. Их используют во время прокладки водопроводов и канализационных систем. Также широкое применение сварка получила в бытовых условиях, когда необходимо создать конструкцию навеса, крыши или устранить дефекты в конструкции автомобиля. В каждом из данных вариантов сварочный аппарат может решить проблему быстро и эффективно.
Сварка профильной трубы своими руками
Особое значение в применении сварки играют профильные трубы, которые часто приходится соединять с ее помощью. В большинстве случаев, данный тип труб выполнен, либо из нержавеющей, либо углеродистой стали. Такие изделия из металла имеют несколько преимуществ в своем применении:
- Большой выбор типов, форм и размеров;
- Масса как отдельно взятой трубы, так и целых конструкций не велика. Это позволяет соединять их в сложные конфигурации, не создавая существенной нагрузки на несущие элементы;
- Можно выбрать сразу несколько стандартных видов. Это позволяет в дальнейшем самостоятельно провести монтаж конструкции.
Самое главное при самостоятельном креплении профильной трубы – это правильно подобранная температура. Дело в том, что температурный режим определяет качество, с которым изделия будут сварены. Этот показатель зависит от толщины стенок заготовки. Также следует помнить, что при торцевом соединении углы свариваемых элементов имеют большое напряжение.
Как варить профильную трубу ручной дуговой сваркой?
Характеристики и простота использование металла профильной трубы позволяет соединять ее между собой самыми различными способами – стыком, тавровым методом, а также внахлест. Нижнее положение швов является приоритетным при сваривании элементов металлического профиля.
Режим сварки определяется по следующим критериям:
- Скорости движения электрода;
- Напряжению на дуге;
- Полярности (при условии постоянного тока);
- Силе тока.
Последний, из указанных критериев определяется значением сечения используемого электрода. Сварка профильной трубы будет выполнена правильно и надежно только в одном случае – если удастся добиться максимальной силы тока, разрешенной для металла. При сваривании методом встык следует проводить дугу так, чтобы кромки оплавлялись, а сам металл в результате не просел.

Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.

Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Выполняем дуговую сварку
Изначально следует занести изделия в специально подготовленное помещение. Все концы труб, которые будут соединяться обезжириваются. Фаскосниматель применяется только в том случае, если толщина профильной трубы составляет более 4 мм. После применения данного приспособления можно сделать шов в несколько слоев. Он будет достаточно прочным.
Если же толщина трубы меньше – одного шва сварки будет достаточно. Все детали необходимо закрепить в специально предназначенном для этого столе. Если его нет, тогда воспользоваться помощью еще одного или нескольких людей. Сварка профильной трубы при этом будет выполнена эффективно.
Определенная толщина материала, марка и толщина сечения электрода устанавливает напряжение, с которым нужно выполнять процесс сваривания.
Шлак следует время от времени сбивать, чтобы избежать преждевременного появления коррозии.
Выполняем газовую сварку
После подготовки и обезжиривания поверхностей следует нанести пасту-флюс. Она не даст образоваться окиси. При этом важно придерживаться определенного угла скоса кромок. Он, как правило, составляет 30˚.
Как варить профильную трубу правильно? Ответ прост – подавая равномерно присадку от начала и до конца впереди пламени. Горелка будет аккуратно плавить материалы, и соединять трубы.
Газовая сварка имеет отличительную особенность. В случае если толщина стенок превышает 6 мм – горелку водят из стороны в сторону. Таким образом уровень расхода ацетилена снижается. А детали прочнее скрепляются между собой.
Видео — Горизонтальный шов газом:
Сварка электродами и ее особенности
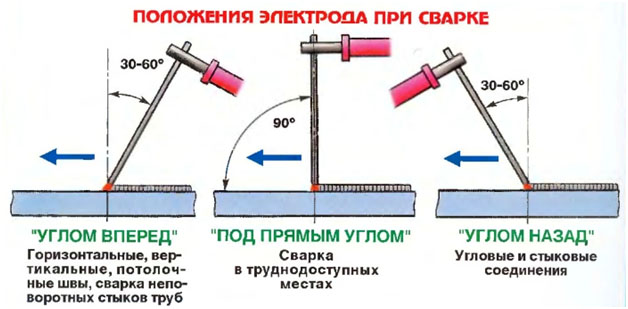
Основные аспекты использования дуговой сварки заключаются в правильном режиме тока. Расположение швов определяется положением электродов в процессе сварки. При этом необходимо немного наклонять электрод в сторону шва.
При условии постоянной практики можно добиться отличных результатов и научиться создавать один из трех основных типов швов: