Содержание
- 1 +7 (499) 394-14-99
- 2 sl @centratorpro.ru
- 3 Для качественной работы вам необходим надежный инструмент.
- 4 Красивый швов и ровный стык не может получиться без хорошего инструмента и приспособлений.
- 5 Центратор pro – только качественная продукция.
- 6 на собственном производстве Мы изготавливаем наружные звенные и эксцентриковые центраторы, опорно-направяющие кольца и подогреватели стыков труб, гидравлические центраторы для труб большого диаметра.
- 7 Все производимое оборудование произведено согласно технических условий, имеет сертификаты соответствия и паспорта качества.
- 8 мы предлагаем вам повысить качество производимых работ с нашим инструментом.
- 9 Вся продукция произведена на собственном производстве, в соответствии с техническими условиями и имеют сертификаты качества.
- 10 МЫ ПРОИЗВОДИМ И ПОСТАВЛЯЕМ ПО ВСЕЙ РОССИИ И СНГСЛЕДУЮЩУЮ ПРОДУКЦИЮ:
- 11 ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
- 12 ВИДЫ ЦЕНТРАТОРОВ
- 13 Центраторы. Особенности и применение
- 14 Устройство, конструкция приспособления
- 15 Основные разновидности центраторов
- 16 Наружные
- 17 Звенный
- 18 Гидрофицированный центратор
- 19 Цепные центраторы
- 20 Эксцентриковый центратор
- 21 Особенности внутренних центраторов
- 22 Прочие виды
- 23 Особенности выбора
- 24 В заключение
+7 (499) 394-14-99
sl @centratorpro.ru
Центратор pro – качество по доступной цене.
Для качественной работы
вам необходим надежный
инструмент.
Красивый швов и ровный стык не может
получиться без хорошего инструмента
и приспособлений.
Центратор pro – только качественная продукция.
на собственном производстве Мы изготавливаем наружные
звенные и эксцентриковые центраторы, опорно-направяющие
кольца и подогреватели стыков труб, гидравлические центраторы
для труб большого диаметра.
Все производимое оборудование произведено согласно
технических условий, имеет сертификаты соответствия и паспорта качества.
мы предлагаем вам повысить качество производимых работ с нашим инструментом.
Вся продукция произведена на собственном производстве, в соответствии с техническими
условиями и имеют сертификаты качества.
МЫ ПРОИЗВОДИМ И ПОСТАВЛЯЕМ ПО ВСЕЙ РОССИИ И СНГ
СЛЕДУЮЩУЮ ПРОДУКЦИЮ:
ЦЕНТРАТОРЫ цепные НАРУЖНЫЕ
Ц ЦН

- Универсальный цепной центратор ЦЦН позволяет приводить в соответствие кромки стыкуемых труб для качественного соединения под сварку.
- Простота и скорость установки, а также его малый вес, позволяет в короткий срок и с минимальными физическими усилиями (без привлечения подъемных механизмов и приспособлений) произвести центрирование стыкуемых
труб в труднодоступных местах ( траншеях, рвах, заболоченных
участках трассы трубопровода).
- Универсальность наружного цепного центратора ЦЦН позволяет использовать его для центрирование широкого спектра диаметров труб одним центратором,
а также использовать наружный центратор ЦЦН для центрирования
и присоединения любых фасонных изделий. Для особых сплавов,
а также для труб из нержавеющей стали используйте центратор
с цепью из соответствующего материала. Существуют
модели из углеродистой и нержавеющей стали
для труб диаметром 152–1620 мм.
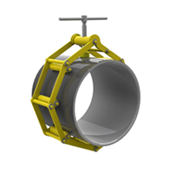
ЦЕНТРАТОРЫ ЗВЕННЫЕ НАРУЖНЫЕ
ЦЗН
- Центраторы звенные наружные ЦЗН это приспособление применяющиеся для точной
центовки торцов труб при изготовлении трехтрубных секций (плетей) и захлестных
стыков. Изначально торец трубы имеет не идеальную круглую форму, ему
присуща небольшая овальность и центратор звенный помогает точно
состыковать кромки труб при сварке в стык. - Звенный центратор помещается одновременно на два конца стыкуемых труб.
При этом звенья центратора плотно облегают наружный радиус труб, и
по средством усилия передаваемое от упорного винта на звенья
центратора происходит равномерное выравнивание
свариваемых кромок.

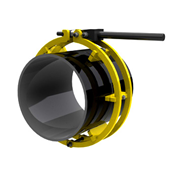
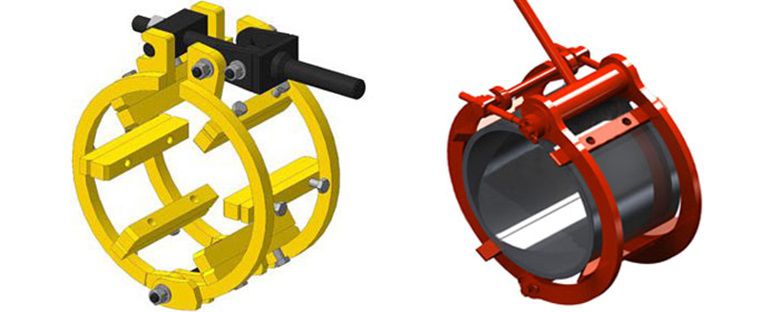
ЦЕНТРАТОРЫ эксцентриковые наружные
ЦНЭ

- Центратор ЦНЭ применяется для точного соединения и стыковки труб диаметром от 89 до 1020 мм перед сваркой. Конструктив данных центраторов выполнен в виде дуг, соединенных шарниром и проставками, с эксцентриковым зажимом. Для установки ификсации центратора на трубе используется эксцентриковый
зажимной механизм. - Центраторы ЦНЭ можно использовать для нескольких диаметров труб, устанавливая дополнительные проставки или убирая их.
- Данная модель центратора удобна для непрерывной проварки шва, так как в эксцентриковам центраторе максимально открыт доступ к рабочей области,
которая не закрывается прижимными кулачками. - ВНИМАНИЕ. – центраторы ЦНЭ не предназначены для изменения геометрии торцов стыкуемых труб и правки вмятин.

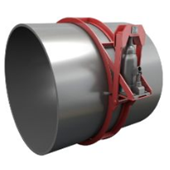
Модернизированный вариант центратора ЦЗН (наружного звенного)
Имеет ряд преимуществ перед традиционным вариантом центратора.
А именно, позволяет исправлять овальность труб большого диаметра
за счет увеличения силы воздействия на торцы труб прижимными
роликами.
Увеличение силы воздействия производится за счет применения в
конструкции гидроцилиндра развивающего усилие от 10 000 кг.
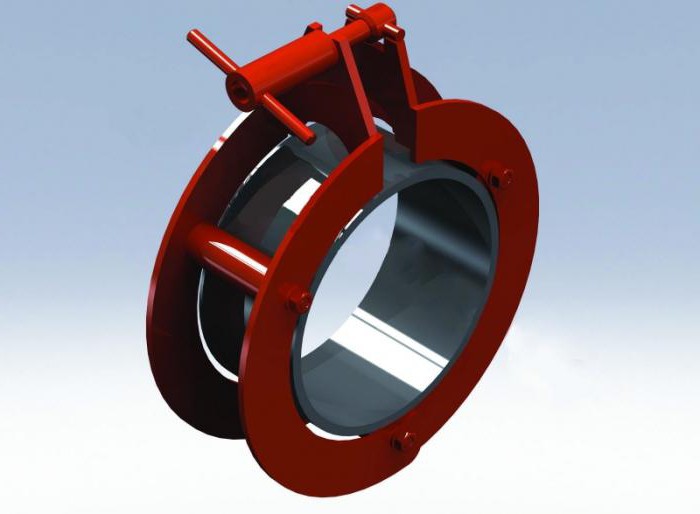
Центратор звенный наружный – гидравлический (ЦЗН-Г)
предназначен для центрирования труб диаметром 530-1420 мм.



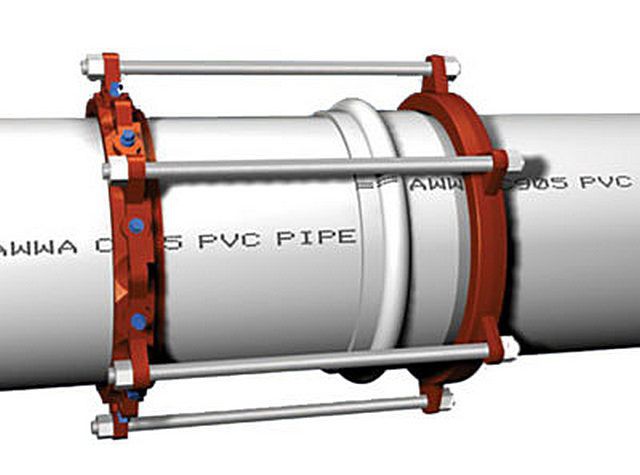
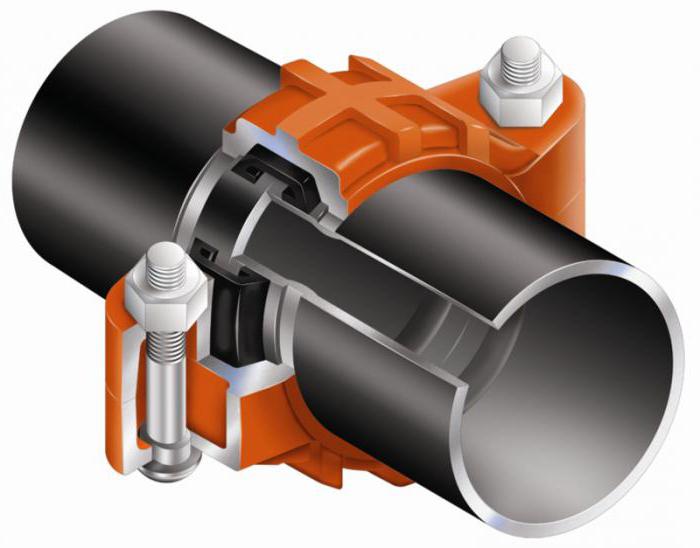
Опроно-направляющее кольцо (ОНК) – представляет собой стальное кольцо изготовленное из металлической полосы и состоящее из нескольких
сегментов (в зависимости от диаметра трубопровода). На внешней
части опорно-направляющего кольца закреплены диэлектрические
опоры, обеспечивающими скольжение в футляре. В комплект
поставки включены резиновые прокладки и комплект метизов.
Применяется в любых климатических условиях при температурах
от – 40 °С до + 50 °С.

Подогреватели стыков труб (ПСТ) применяются для предварительного нагрева стыков трубы перед сваркой, что позволяет производить качественную проварку шва при строительстве трубопроводов из труб диаметром от 219-1720 мм.
В качестве нагревающего агента применяется пропан подаваемый из газового баллона. Пламя горелок, а также интенсивность нагрева кромки трубы регулируется посредством газового редуктора. Температура стыков труб контролируется по средством термокарандаша или пирометром.













Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос.
Отправить запрос
ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый. ), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
9. Прочие условия эксплуатации (температура, осадки.)?
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
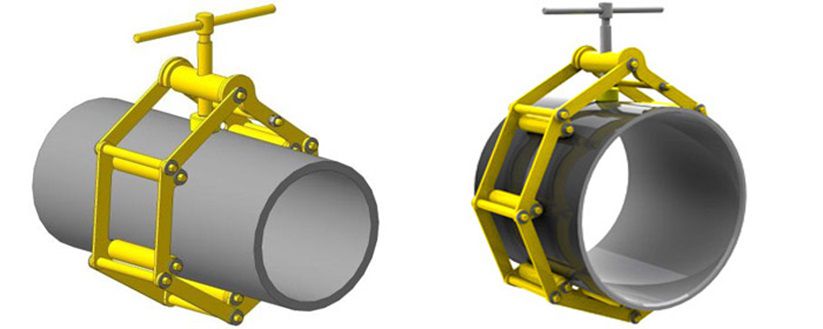
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
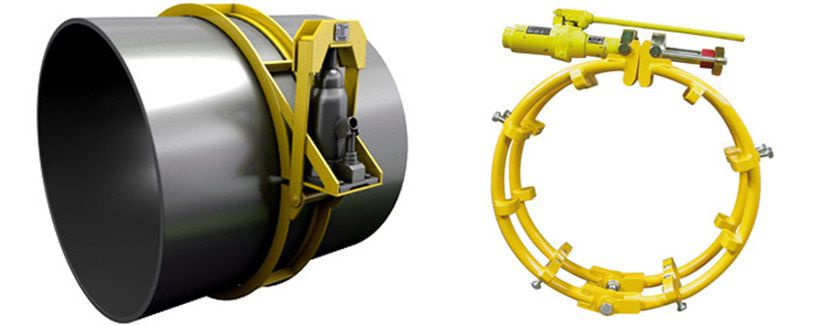
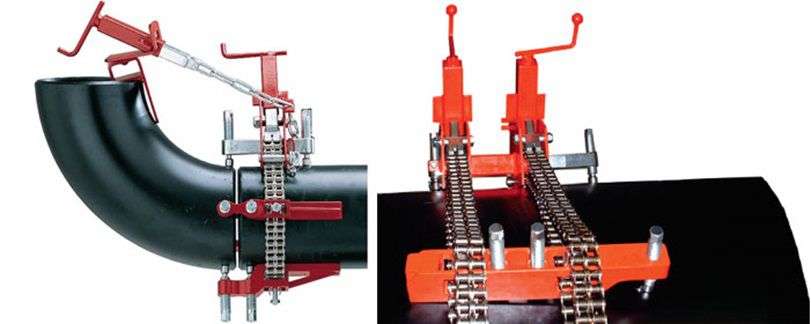
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
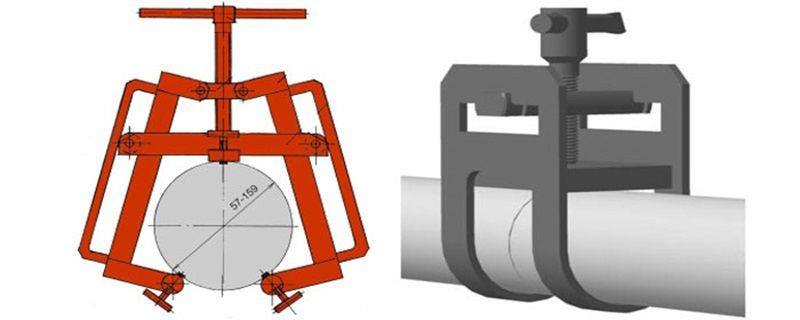
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Центраторы. Особенности и применение
Работу над укладкой надежного трубопровода, начинают не с качественных и профессиональных сварочных работ, как многие думают. Каким бы квалифицированным не был сварщик, без подготовительных мероприятий получить хорошие результаты невозможно. Необходимо перед сваркой отрегулировать соосность двух труб.

Диапазон размеров данных инструментов весьма обширный. Центраторы для сварки труб, в зависимости от типа и габаритных размеров, предназначены для работы с изделиями диаметром от 25 до 1600 миллиметров. Отдельные инструменты могут соединять и более внушительные конструкции. Диаметр таких изделий может достигать 2 м.
Любое приспособление для сварки труб позволяет избежать еще одной важной проблемы. За счет жесткого обхвата корпуса, устройство способно предотвратить ненужные, в процессе сварочных работ, движения элемента. Если этим пренебречь, то в будущем, даже при приложении минимальных нагрузок, шов рискует лопнуть.
Устройство, конструкция приспособления
Центратор для труб представляет собой механизм, состоящий из упорных элементов, а также компонентов, поддерживающих соединяемые детали в неподвижном состоянии. Последние зажимаются универсальной струбциной. А при помощи точной настройки и контроля уровня, настраивается их соединение.
Основные разновидности центраторов
Все механизмы, которые сегодня представлены в продаже, можно разделить на две категории. Это внутренние центраторы и наружные.
Внутренний центратор для труб, имеет обозначение «ЦВ». Представляет собой гидравлическую установку. Оборудование такого типа распирает края соединяемых труб изнутри, сдвигая среды друг к другу. Преимуществом является возможность использования инструмента для изделий разных диаметров.
Наружные
Центратор наружный для труб представляет собой зажим большого размера. Последний, посредством охвата цилиндра, прочно держит соединяемые детали в зафиксированном, соосном положении. Если сравнить наружные приспособления с внутренними, то первые более простые в установке и эксплуатации.
Звенный
Наиболее простым по устройству считается именно такой центратор. Приспособление представляет собой многогранную конструкцию с несколькими звеньями. В зависимости от размера соединяемых труб, звенья могут иметь одинаковую или разную длину. Число звеньев зависит от наружного диаметра детали.

Гидрофицированный центратор
Это модификация стандартного звенного оборудования. Отличия в том, что они затягиваются после установки на деталь не вручную, а с применением домкрата. За счет этого улучшается стыковка труб. Механизм с большим усилием обжимает цилиндр, что самым лучшим образом сказывается на качестве сварного шва. Устройство предназначено для работы с диаметрами от 720 до 1620 миллиметров.
Цепные центраторы
Эта модификация применяется для устранения эллипсности труб. Здесь предполагается применение домкрата электрического либо пневматического механизма. Эта группа цепных устройств объединяет в себе несколько видов приспособлений, которые работают за счет затягивания цепи вокруг соединяемых труб. Среди преимуществ можно выделить универсальность. Рабочие диаметры – от 90 до 1000 миллиметров.
Эксцентриковый центратор
Такие центраторы для сварки труб, используются с изделиями больших диаметров. В основе устройства лежат две дуги из стали. В отличие от звенного механизма, где элементы фиксируются при помощи специальных крюков, здесь в процессе настройки под конкретную трубу они стягиваются. Делается это при помощи регулировочной перемычки.

Особенности внутренних центраторов
Данный тип приспособлений устроен сложнее, чем наружные системы. В этом случае на стенки труб внутренний центратор воздействует изнутри.
Функционируют данные системы следующим образом: к специальным жимкам (а это рабочие органы центратора), которые располагаются в два ряда по внешнему диаметру, при помощи гидравлики передается усилие. С этой силой труба жимками распирается изнутри.
За счет этого достигается более надежная и идеально соосная фиксация изделия. Такое положение удерживается до конца сварки труб. За счет мощного гидравлического усилия, которое подается на жимки, данное оборудование отлично справляется с задачами коррекции эллипсности в сторону правильной формы.
При монтаже в трубопровод данный центратор крепится на краю одной детали. Затем вторая секция надвигается на механизм. В момент фиксаций двух труб между их торцов остается зазор, нужный для проведения процесса сварки.
Приспособление двигается внутри магистрали за счет специальной механической штанги. Чтобы вытащить механизм, который отличается большой массой, применяются специнструменты. Центратор перемещают по всему трубопроводу. Поэтому эта вспомогательная система используется для укладки больших магистралей. Сварочные работы выполняются без перерывов.
Прочие виды
Наряду с самым популярным и широко применяемым оборудованием существуют менее распространенные и специфичные устройства:
- арочные;
- центратор-струбцина для труб;
- пружинные, которые служат для использования с обсадными трубами в скважинах;
- механизмы для полипропиленовых изделий.
Струбционный центратор применяется для работы с небольшими трубами. Это самая популярная разновидность, подходящая для бытовых целей. Данные приспособления доступные по стоимости, имеют компактные размеры. Клещевой центратор для труб проще использовать. Струбцина может быть прямоугольной (в форме трапеции) или круглой. Нижний элемент чаще всего плоский.
Особенности выбора
Выбирают подходящее устройство по определенным параметрам. Первый их них – это диаметр. Внутренние центраторы, чаще применяются для работы с большими трубами. Наружный – наоборот, для малых деталей. Также выбор зависит от материала. Если это изделие с полиуретановым покрытием, то варить его можно, лишь с применением внутреннего оборудования.

Важный параметр – давление содержимого трубы на внутреннюю поверхность. При давлении выше 5 атмосфер, для ее установки нужны центраторы с гидрозажимом.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
