Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) – это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется дуги.
Внешние характеристики источников питания сварочной дуги показаны на рис. 90.
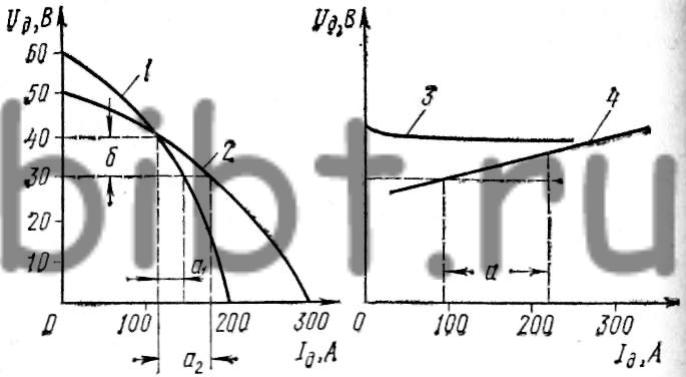
Рис. 90. Внешние характеристики источников питания:
1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – пологовозрастающая
Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а 1 , при пологопадающей – а 2 .
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 91).
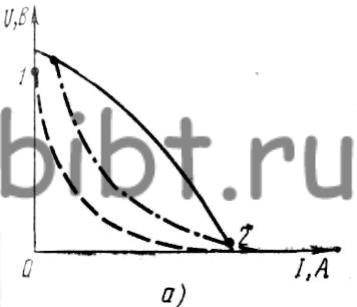
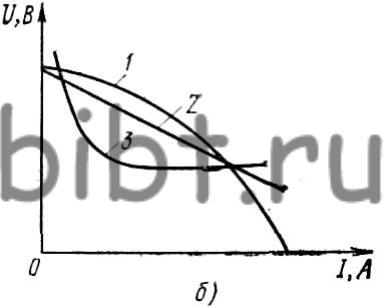
Рис. 91. Внешние характеристики источников питания (а) и сварочной дуги (б) (сплошная линия – генератора, штриховая – дуги в момент возбуждения, штрихпунктирная – дуги при горении)
В момент зажигания дуги (рис. 91, а) напряжение падает по кривой от точки 1 до точки 2 – до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с.
На рис. 91, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. Согласно ГOCT 7012-77E для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (см. рис. 90, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с полого-возрастающими внешними характеристиками (см. рис. 90, кривая 4).
Введение
Явление прохождения электрического тока через газы получило название газовых разрядов. В физике известны многие виды таких разрядов, которые отличаются друг от друга, главным образом, величиной разрядного тока, напряжением, температурой и давлением газа (плазмы) между электродами. В технике различают и используют тёмный, тлеющий, искровой, коронный разряды. Строгих количественных границ провести между ними не удается, так как один вид разряда, часто переходит в другой без заметного внешнего воздействия. Однако,дуговой разряд существенно отличается от других сравнительно большим током не ниже нескольких ампер, низким напряжением порядка десятка вольт и высокой температурой газа в разрядной области.
Впервые дуговой разряд наблюдался и был описан академиком Петровым в 1802 году. Дуговой разряд широко используется в технике. Обширное применение в технике электрическая дуга получила в металлургии и применяется для нагрева и плавления металлов.
Электрическаясварочная дуга. 



I. Виды сварочных дуг.
По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
| Дуги прямого действия | Дуги с плавящимся электродом | Дуги в парах металла | Свободные дуги | Установившиеся дуги | Открытые дуги | Дуги постоянного тока |
| Дуги косвенного действия | Дуги с неплавящимся электродом | Дуги в газах | Сжатые дуги | Неустановившиеся дуги | Закрытые дуги | Дуги переменного тока |
1. В дугах прямого действия металлы, подлежащие нагреву или плавлению являются электродами разряда, и передается кинетическая и потенциальная энергия заряженных частиц. Поэтому оба электрода интенсивно нагреваются и плавятся.
Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стрежни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям.
2. В дугах с плавящимся электродом оба электрода в процессе осуществления сварочного процессарасплавляются, поставляя металл в общую сварочную ванну. Если одни электроды являются тугоплавкими (например, вольфрамовый) и не поставляет металл в общую сварочную ванну, такая дуга будет называться дугой с неплавящимся электродом. При увеличении тока дуги тугоплавкий электрод также может расплавиться, поэтому разновидности дуг этой группы определяются не только материалом электродов, но и режимом их горения.
3. Большинство плавящихся электродов сильно испаряется. Пары, двигаясь от электродов в виде струи, почти полностью оттесняют из области разряда другие газы. Поэтому пары электродов определяют основные свойства таких дуг. Когда же используются слабо испаряющиеся вольфрамовые, графитовые или искусственно охлаждаемые водой медные электроды, состав газа разрядной области с достаточной точностью определяется её атмосферой. Последнюю образуют либо защитные газы – аргон, гелий, углекислый газ, водород и др., подаваемые в зону дуги для ограждения металла от воздействия воздуха, либо воздух при отсутствии такой защиты. Однако по мере увеличения тока, слабо испаряющиеся электроды могут испаряться интенсивно, а «дуга в газах» может стать «дугой в парах», поэтому и в этой группе разновидности дуг также определяются их режимом.
4. Дуга считается свободной, если её развитие в пространстве неограниченно до пределов определяемых естественными свойствами дуги. При наличии таких ограничений дуга считается сжатой. Дуги сжимают, помещая их в узкие каналы, ограничивая размеры электродов, обдувая дуги струями газов или жидкостей.
5. Дуга считается установившейся, если длительность её существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменение силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т.д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися. Таким образом, разделение дуг анализируемой группы на два вида требует их тщательного изучения.
6. Дуга считается открытой, если вокруг неё отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Её атмосфера состоит только из паров электродов и ограждения – флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги т.д.
7. Для дуг постоянного тока характерна неизменность направления тока и, как правило, небольшие колебания его силы, обуславливаемые процессами в дуге. В дугах переменного тока происходят непрерывные изменения направления тока и, как правило, частое изменение его величины за счёт постоянной смены анодных и катодных пятен.
II. Строение дуги. Составные части дугового разряда. Распределение потенциала в дуге.
Сварочная дуга представляет собой мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств.
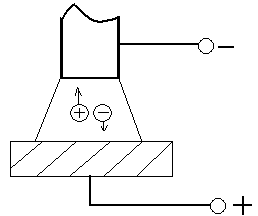
Дуговой промежуток разделяют на три области:
Указанные области (слои) обнаружены экспериментально, и они называютсяприэлектродными областями дуги.
В данном случае на электроде отмечена катодная область, а на изделии анодная и между ними столб дуги.
Длина катодной, как и анодной области составляет  . Длина столба дуги десятые доли сантиметра, поэтому принято за длину дуги принимать длину столба, при этом нельзя забывать о существовании приэлектродных областей.
. Длина столба дуги десятые доли сантиметра, поэтому принято за длину дуги принимать длину столба, при этом нельзя забывать о существовании приэлектродных областей.

Рисунок 1. Модель сварочной дуги и распределение потенциала по ее длине.
На рисунке 2 показан график нарастания напряжения по длине дуги разрядного промежутка. Как видно из графика в приэлектродных областях, несмотря на малую протяженность напряжения  и
и  значительны.
значительны.

Рисунок 2. График нарастания напряжения по длине дуги разрядного промежутка.
Общее напряжение дуги  определяется как сумма
определяется как сумма

III. Ионизация дугового промежутка. Потенциал ионизации.
Электрическая дуга – один из видов электрического разряда между двумя электродами в газообразной среде. Это мощный концентрированный источник света и тепла, используемый для расплавления металла. В обычных условиях газы не проводят электрический ток. Для дугового разряда необходимо, чтобы в промежутке между электродами образовывались электрические заряженные частицы, перемещение которых и будет создавать электрический ток. Процесс образования таких частиц называется процессом ионизации газов. Это процесс происходит под действием электрического тока, проходящего через газ.
Основной причиной ионизации является высокая температура газа, при которой электроны приобретают энергию, преодолевающую силу притяжения положительных ионов и способствующую их удалению с поверхности электрода. Встречая на своем пути молекулы и атомы газа электроны ионизируют их, обуславливая электропроводность газа.
Электроны и отрицательные ионы под действием электрического тока направляются к положительному электроду, а положительные ионы – к отрицательному и ударяются о них. Кинетическая энергия от удара переходит в тепловую, создавая в зоне анода и катода высокую температуру.
При зажигании дуги, когда электроды и газовый промежуток недостаточно нагреты, необходимо повышать напряжение источника тока, чтобы придать электронам большую кинетическую энергию и интенсифицировать ионизацию газа между электродами.
Для отрыва электрона от атома с превращением последнего в положительный ион нужно затратить определенную энергию, характеризуемую потенциалом ионизации. Количество энергии, необходимой для возбуждения атома или молекулы, называется потенциалом возбуждения. Чем ниже потенциал ионизации металла и газа, тем слабее связь электрона с атомом ядра. В этом случае на возбуждение и работу ионизации требуется меньше энергии, в результате чего дуга возбуждается быстрее и горит устойчивее.
Вещества с наименьшим потенциалом ионизации называются стабилизаторами дуги. На стабильность горения дуги можно влиять введением в металл элементов с низким потенциалом выхода. Одним из методов оценки стабильности горения дуги является определение её длины, при которой происходит естественный обрыв.
Отмечаются лучшие стабилизирующие вещества, например щелочноземельные и щелочные металлы: калий, натрий, барий, кальций (мел, поташ, сода).Наибольшими потенциалами ионизации обладают инертные газы (аргон, гелий, неон), а также азот и кислород.
В столбе дуги в зависимости от режима температура газа может достигать  .
.
IV. Вольтамперная характеристика сварочной дуги.
Электрическая дуга как элемент сварочной цепи обладает ярко выраженной нелинейностью. Это означает, что между ее током и напряжением нет прямой зависимости. Зависимость напряжения как функция от тока 
при прочих неизменных условиях для таких элементов изображается в виде кривых, называемых вольтамперными характеристиками. Если величины напряжения измерены в состоянии устойчивого равновесия при разных токах, такие характеристики будут называться статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменных прочих условий.
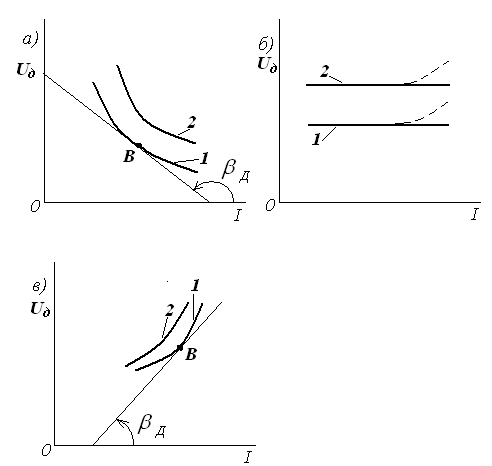
Рисунок 4. Вольт-амперные характеристики дуги:
а – падающие; б – жесткие; в – возрастающие; 1 –  ; 2 –
; 2 –  ; для 1 и 2
; для 1 и 2  и
и 
Падающая – с ростом сварочного тока 
 уменьшается.
уменьшается.
Жесткая – с ростом  остается практически неизменным.
остается практически неизменным.
Возрастающая – рост вызывает увеличение .
Падающие вольт – амперные характеристики имеют свободные малоамперные дуги, горящие в атмосфере воздуха и в среде аргона при токах от нескольких ампер до 70-80А. Причиной снижения напряжения на дуге является уменьшение напряжения столба дуги. С ростом тока более интенсивно протекает ионизация газа столба дуги, проводимость столба дуги увеличивается, площадь поперечного сечения столба возрастает. Разности потенциалов в анодной и катодной областях практически не зависят от величины тока, а только от физических условий, в которых существует дуга. При неизменной длине дуги с ростом тока уменьшается напряжение столба дуги и напряжение на дуге; при этом дифференциальное сопротивление 
Соответствие выбранного источника питания
| Вольтамперная характеристика дуги | Внешняя вольтамперная характеристика источника питания | |||
| Крутопадающая | Пологопадающая | Жесткая | Возрастающая | |
| Падающая | соответствует | соответствует | не соответствует | не соответствует |
| Жесткая | соответствует | соответствует | не соответствует | не соответствует |
| Возрастающая | не соответствует | не соответствует | соответствует | соответствует |
Статической вольтамперной характеристикой дуги называют зависимость электрического напряжения от тока при постоянной длине дуги.
Напряжение дуги при малых плотностях тока в электроде падает при увеличении тока (падающая статическая характеристика), далее при увеличении плотности тока в определенном интервале остается практически постоянным (жесткая характеристика), а затем увеличивается с ростом тока в дуге (возрастающая характеристика).
Падение напряжения с ростом тока наблюдается только при малых токах (порядка до 50 А) и может быть отнесено за счет улучшения условий термической ионизации. После возбуждения дуги возникает большее число носителей заряда, проводимость столба дуги увеличивается и ток возрастает при уменьшении напряжения.
Дальнейшее увеличение тока приводит к росту поперечного сечения столба дуги без изменения его проводимости, поэтому напряжение на дуге остается практически постоянным.

Внешней вольтамперной характеристикой источника питания дуги называется зависимость напряжения источника питания (Uип) от величины сварочного тока (Iсв).
Источники питания дуги имеют следующие виды внешних характеристик: крутопадающую, пологопадающую, жесткую и возрастающую. Крутопадающая характеристика применяется для ручной дуговой сварки покрытыми электродами, пологопадающая и особенно жесткая – для механизированной сварки плавящимся электродом с постоянной скоростью подачи сварочной проволоки в зону дуги, возрастающая – для механизированной сварки под флюсом.

Не нашли то, что искали? Воспользуйтесь поиском: