Содержание
- 1 Сведения о производителе вертикально-сверлильного станка 2А125
- 2 2А125 вертикально-сверлильный станок. Назначение и область применения
- 3 Габаритные размеры вертикально сверлильного станка 2А125
- 4 Фото сверлильного станка 2А125
- 5 Расположение составных частей сверлильного станка 2А125
- 6 Кинематическая схема сверлильного станка 2А125
- 7 Описание кинематической схемы сверлильного станка 2А125
- 8 Коробка скоростей вертикально-сверлильного станка 2А125
- 9 Коробкаа подач вертикально-сверлильного станка 2А125
- 10 Электрооборудование и электрическая схема сверлильного станка 2А125
- 11 2А125 станок вертикально-сверлильный универсальный. Видеоролик.
- 12 Описание файла
1. Условный диаметр сверления в стали, мм
2. Наибольшее допускаемое усилие подачи, кг
3. Допускаемый крутящий момент на шпинделе, кГсм
5. Вылет оси шпинделя, мм
6. Наибольшее перемещение шпинделя (механическое и вручную), мм
7. Наибольшее перемещение салазок шпинделя, мм
8. Число скоростей шпинделя
9. Величина скоростей шпинделя,
97; 140; 195; 272; 392; 545; 680; 960; 1360
10. Число подач шпинделя
11. Величины подач шпинделя,

0,1; 0,13; 0,17; 0,22; 0,28; 0,36; 0,48; 0,62; 0,81
Ручной и авто-матический
13. Выключающие упоры
14. Ход стола, мм
15. Размеры рабочей поверхности стола, мм
16. Расстояние от торца шпинделя до, мм
- 0…700
- 750…1125
18. Мощность Электродвигателя, кВт
19. Габариты станка, мм
- 980
- 825
- 2300
20. Вес станка, кг
Технические характеристики круглошлифовального станка модели 3М151У:
1. Наибольшие размеры устанавливаемой заготовки:
- 200
- 700
2. Рекомендуемый (или наибольший) диаметр шлифования:
3. Наибольшая длина шлифования:
4. Высота центров над столом
5. Наибольшее продольное перемещение стола
6. Угол поворота стола:
по часовой стрелке
против часовой стрелки
- 3
- 10
7. Скорость автоматического перемещения стола (бесступенчатое регулирование), м/мин
8. Конус Морзе шпинделя передней бабки и пиноля задней бабки
9. Наибольшие размеры шлифовального круга:
- 600
- 100
10. Перемещение шлифовальной бабки:
на одно деление лимба
за один оборот толчковой рукоятки
- 185
- 0,005
- 0,001
11. Частота вращения шпинделя шлифовального круга, , при шлифовании:
12. Скорость врезной подачи шлифовальной бабки, мм/мин
13. Дискретность программируемой (цифровой индикации) шлифовальной бабки
14. Мощность электродвигателя привода главного движения, кВт
15. Габаритные размеры (с приставным оборудованием):
Сведения о производителе вертикально-сверлильного станка 2А125
Изготовитель вертикальных сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2А125 вертикально-сверлильный станок. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А125 с условным диаметром сверления 25 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 97 до 1360 оборотов в минуту, 9-скоростной коробки подач с диапазоном регулирования от 0,1 до 0,81 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 25 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Хронология выпуска заводом вертикально-сверлильных станков 2125 серии с диаметром сверления до 25 мм:
- 2125 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А125, 2А125А, 2А125К – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н125, 2Н125А, 2Н125К, 2Н125Ф2 – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С125, 2С125-01, 2С125-04 – последние модели серии. Сняты с производства в 2014 году
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А125, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А125
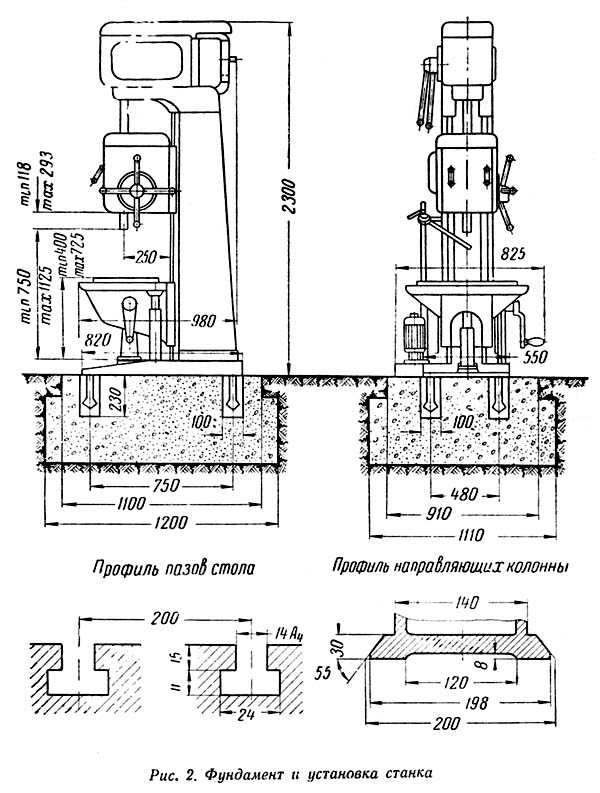
Габаритные размеры вертикально сверлильного станка 2А125
Фото сверлильного станка 2А125

Фото сверлильного станка 2А125

Фото сверлильного станка 2А125
Фото сверлильного станка 2А125
Расположение составных частей сверлильного станка 2А125
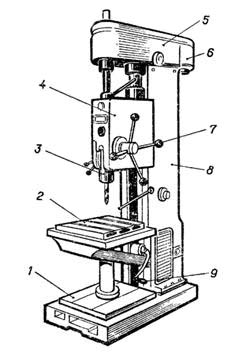
Расположение составных частей сверлильного станка 2А125
Перечень составных частей сверлильного станка 2А125
- плита;
- стол;
- шпиндель;
- коробка подач;
- шпиндельная головка;
- электродвигатель;
- штурвал ручной подачи шпинделя;
- станина;
- рукоятка вертикального перемещения стола.
Кинематическая схема сверлильного станка 2А125

Кинематическая схема сверлильного станка 2А125
Описание кинематической схемы сверлильного станка 2А125
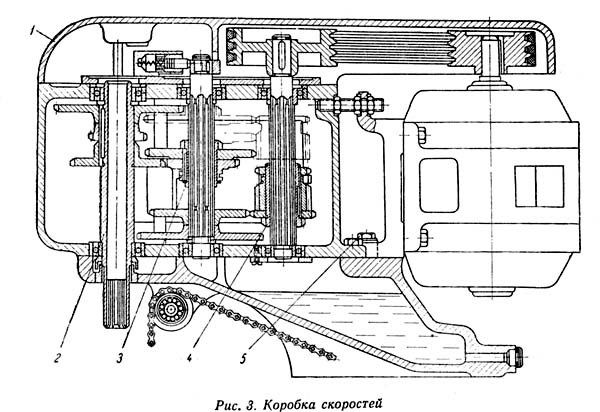
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
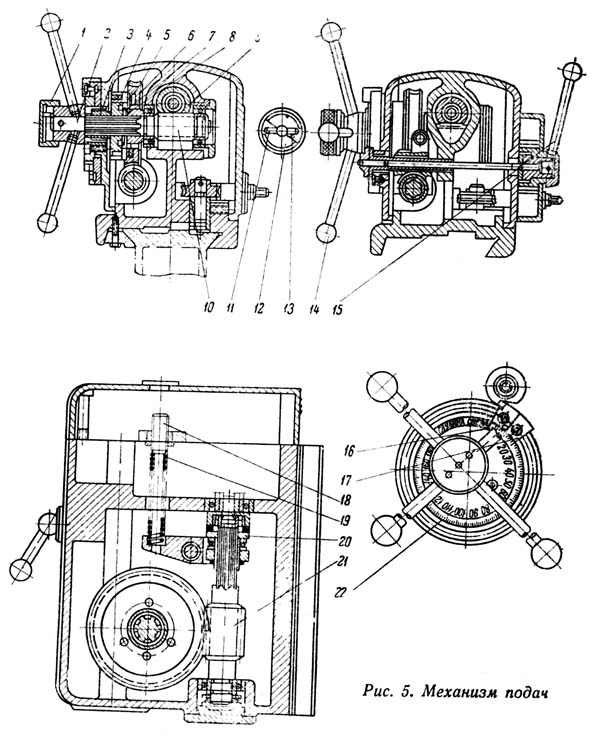
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.
Коробка скоростей вертикально-сверлильного станка 2А125
Кинематическая схема сверлильного станка 2А125
Коробкаа подач вертикально-сверлильного станка 2А125
Коробкаа подач вертикально-сверлильного станка 2А125
Электрооборудование и электрическая схема сверлильного станка 2А125
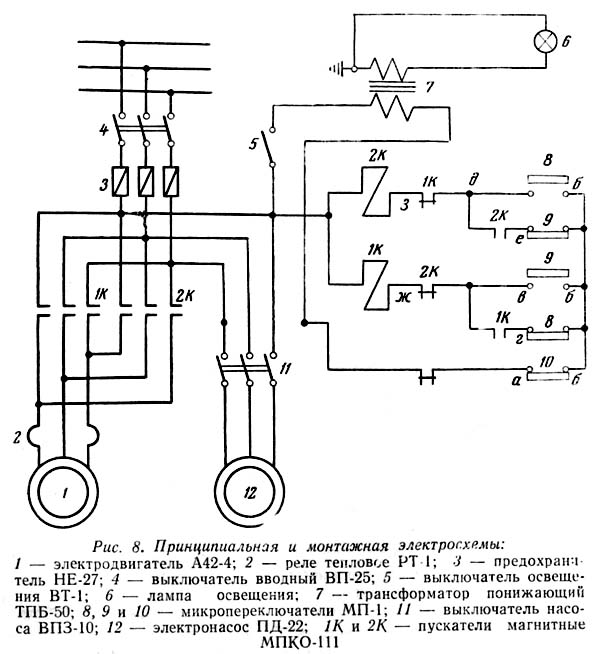
Электрическая схема вертикально-сверлильного станка
Перечень элементов схемы электрической вертикально-сверлильного станка 2А125
- Электродвигатель привода А42-4
- Реле тепловое
- Предохранитель НЕ-27
- Выключатель вводный ВП-25
- Выключатель освещения ВТ-1
- Лампа освещения
- Трансформатор понижающий ТПВ-50
- Микропереключатель МП-1
- Микропереключатель МП-1
- Микропереключатель МП-1
- Выключатель насоса СОЖ ВПЗ-10
- Электронасос СОЖ ПД-22
1К, 2К – Пускатели магнитные МПКО-111
Электрооборудование вертикально-сверлильного станка 2А125. Общие сведения
Электрооборудование станка (рис. 8) состоит из следующих узлов:
- трехфазного короткозамкнутого асинхронного электродвигателя на лапах типа А 42/4 мощностью 2,8 кВт, служащего для вращения шпинделя и рабочей подачи инструмента
- электронасоса ПД-22 мощностью 0,125 кВт
- пусковой и защитной аппаратуры, встроенной в нишу колонны станка
- командной аппаратуры, состоящей из трех микропереключателей, управляемых от рукоятки
- коммутационных проводов, идущих в основном по внутренним полостям колонны
Описание электросхемы вертикально-сверлильного станка 2А125
- Включением вводного выключателя 4 подается напряжение на пусковую и командную «аппаратуру. Выключатель 11 насоса служит для включения охлаждения
- В исходном (среднем) положении рукоятки штифт через пружину воздействует на микропереключатель 10, контакты которого (а и б) разомкнуты, и цепь управления обесточена
- Для пуска станка рукоятка управления переводится вниз, при этом контакты а и б микропереключателя 10 и контакты б и в микропереключателя 9 замыкаются, включаются пускатель 1К и электродвигатель 1. При опускании рукоятки контакты б и в размыкаются, катушка пускателя 1К питается по цепи а — б — г — в — ж.
- Если станок был настроен на сверление, то по окончании обработки, в зависимости от настройки, происходит выключение подачи без выключения вращения. Отвод шпинделя производится вручную.
- Если станок был настроен для нарезания резьбы, то по окончании нарезания кулачок, укрепленный на лимбе, через специальный механизм воздействует на микропереключатель 8, контакты которого б и г размыкаются и выключается пускатель 1К, замыкая контакты б и д, в результате чего включается реверсивный пускатель 2К.
Двигатель реверсируется, метчик вывертывается из изделия. При выводе метчика контакты б и д микропереключателя размыкаются, а пускатель 2К питается через блок-контакты по цепи а — б — е — д — з - Для следующей операции необходимо рукоятку управления дожать в положение «вправо», выключив пускатель 2К; цепь питания размыкается в точках б и е и включается пускатель 1K по цепи а — б — в — ж
- В любой момент станок можно выключить, переводя рукоятку в среднее положение, и реверсировать двигатель вручную переводом рукоятки вверх
Защита электрооборудования вертикально-сверлильного станка 2А125
Схемой предусмотрена защита от короткого замыкания, от перегрузки и нулевая защита.
Кронштейн заземлен дополнительной жилой.
Станок должен быть заземлен, для чего имеется специальный болт.
Уход за электрооборудованием проводится согласно типовым инструкциям.
2А125 станок вертикально-сверлильный универсальный. Видеоролик.
Описание файла
Совнархоз Башкирского экономического административного района
Стерлитамакский ордена Ленина станкостроительный завод имени Ленина
Универсальный вертикально-сверлильный станок модель 2А125, г. Стерлитамак

Описание, Руководство по обслуживанию, Электрооборудование
ГОСИНТИ Москва 1960 год
Универсальный вертикально-сверлильный станок модель 2А125 предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования от 97 до 1360 оборотов в минуту, девятискоростной коробки подач с диапазоном регулирования от 0,1 до 0,81 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 25 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.