Содержание
В данной статье будет рассмотрен один из эталонных образцов советских вертикально-сверлильный установок – станок 2Н135.

Стационарный вертикально-сверлильный агрегат 2Н135
Мы изучим паспорт данного агрегата, его конструкционные особенности и технические характеристики, также будет рассмотрена электрическая схема и кинематическая схема устройства.
1 Функциональность и сфера применения
Вертикально-сверлильный станок 2н135 был разработан силами инженеров Одесского конструкторского бюро промышленных установок.
Во времена СССР данный агрегат, собиравшийся на Стерлитамакском станкостроительно заводе, считался наиболее технологичным и надежным оборудованием для мелкой промышленности и единичного производства.
Технические характеристики данного устройства позволяют выполнять на нем такие функциональные операции как сверление, развертывание, зенкование, зенкерование и нарезание резьбы. Станок 2Н135 дает возможность оператору точно выбирать режим подачи сверла и количество оборотов, что позволяет оптимально подстроить устройство для работы с любыми материалами.
Мощность силового агрегата, составляющая, как свидетельствует паспорт, 4 кВт, дает возможность станку 2н135 эффективно справляться даже с деталями из твердосплавной стали с большим содержанием углеродов.
Широкая популярность данного оборудования в мелкопромышленном и бытовом использовании стала причиной появления большого количества разнообразных модификаций. Рассмотрим основные из них:

Эксплуатирующиеся станки 2Н135
- 2Н135К – вертикально-сверлильный станок координатного типа, который оборудован крестовой рабочей поверхностью;
- 2Е135А – сверлильный станок оснащенный системой автоматической подачи шпинделя. Оператор станка управляет оборудованием с помощью кнопочного управления;
- 2Н135-1 – от оригинальной модели данный станок отличается лишь наличием поворотного стола круглой формы, который способен вращаться вокруг несущей колонны;
- 2Н135Н – вертикально-сверлильный станок многопозиционного типа, оператор имеет возможность свободного перемещения функциональных элементов устройства вокруг оси несущей колонны;
- 2Н135-С – паспорт устройства говорит, что данный агрегат аналогичен базовой модели во всем, за исключением фланцевой пиноли. Данная модернизация дает возможность устанавливать рабочую головку одновременно на несколько шпинделей;
- 2Н135Ф2 – сверлильный станок, оборудованный ЧПУ (числовое программное управление). Самая современная модификация 2Н135, которая также снабжена револьверной головкой и крестовой рабочей поверхностью.
1.1 Конструкционные особенности
Несущая колонна агрегата выполнена в виде монолитной чугунной конструкции. Регулировка положения рабочего стола по несущей колонне выполняется оператором вручную, посредством отжима фиксирующего элемента и поворота регулирующего штурвала. Для перемещения рабочей поверхности на колонне предусмотрены специальные направляющие.
Опорная плита также выполнена из чугуна. Плита имеет пустотелую форму, внутри которой расположен резервуар для хранения охлаждающей жидкости, фильтрующее устройство и отстойник для механических загрязнений.
За подачу охлаждающей жидкости отвечает электронасос мощностью 120 Ватт, который расположен на поверхности опорной колонны. Подача жидкости выполняется через систему трубок, подводящих воду непосредственно к сверлу.

Конструкционная схема станка 2Н135
Силовой агрегат вертикально-сверлильного станка 2Н135 расположен поверх основного корпуса, в котором размещена коробка передач и шпиндельный блок. Кинематическая схема станка 2Н135 довольно простая: коробка скоростей и силовой агрегат соединяются посредством прямого вала.
Сама коробка скоростей способна выдавать двенадцать частот оборотов шпинделя. Регулировка скорости выполняется вручную, с помощью регулировки ремней натяжения. Рукоять для механической регулировки скоростей расположена на фронтальной части сверлильной головы.
Также на фронтальную панель вынесен датчик масла. Смазка функциональных элементов агрегата выполняется автоматическом режиме с помощью плунжерного насоса, оператору лишь необходимо отслеживать по датчику наличие необходимого количества масла.
Вертикально-сверлильный станок 2Н135 оборудован ручной системой подачи шпинделя. Данная система состоит из регулировочного штурвала, червячной передачи, кулачковой и обгонно-храповой муфты, лимба, и горизонтального вала с реечной шестерней.
к меню ↑
2 Технические характеристики
Хорошие технические характеристики данного агрегата делают его вполне приемлемым вариантом недорогого вертикально-сверлильного станка даже в условиях сегодняшнего дня.
На промышленных предприятиях, либо в мастерских народных умельцев, нередко можно встретить прошедший капитальный ремонт 2Н135, в приличном внешнем и функциональном состоянии, выпущенный свыше 30-ти лет назад.
Основными характеристиками любых вертикально-сверлильных станков, от которых непосредственно зависит их функциональность, являются максимальный диаметр сверления, ход шпинделя, количество оборотов в минуту, максимальное расстояние между шпинделем и рабочей поверхностью, и размеры последней.
Давайте посмотрим паспорт 2Н135 и разберемся, чем в этом плане примечателен данный вертикально-сверлильный станок.

Коробка скоростей вертикально сверлильного станка 2Н135
Данный сверлильный агрегат, как свидетельствует паспорт, способен просверливать в стали, соответствующей стандарту ГОСТ 1050-74, отверстия до 35 миллиметров.
При этом вылет шпинделя составляет 30 см, а максимально возможный подъем над рабочей поверхностью – 250 см, что позволяет обрабатывать заготовки, обладающие большими размерами.
Остальные характеристики шпинделя следующие:
- расстояние от верхней точки шпинделя до рабочего стола: от 30 до 750 мм;
- расстояние от верхней точки шпинделя до опорной плиты: от 700 до 1120 мм;
- за один полный поворот управляющего колеса шпиндель перемещается на 122,46 мм;
- диапазон рабочих оборотов шпинделя, как свидетельствует паспорт, составляет от 31,5 до 1400 об/мин;
- количество доступных регулировок скорости шпинделя – 12 шт.
Массо-габаритные характеристики самого вертикально-сверлильного станка 2Н135:
- высота агрегата при максимальном подъеме шпинделя – 253,5 см;
- ширина агрегата – 83,5 см;
- длина агрегата – 103 см;
- масса станка – 1200 килограмм;
- размеры поверхности рабочего стола – 45×50 см;
- максимальный ход регулировки стола по вертикальной оси – 30 см.
Технические характеристики силового агрегата станка 2Н135:
- станок оборудован электромотором 4А1001.4 мощностью 4 кВт;
- для работы мотора требуется подключение к трехфазной электросети 380/220 Вольт;
- в системе жидкостного охлаждения установлен электронасос типа Х14-22М, мощностью в 0,12 кВ, который способен перекачивать 22 литра охлаждающей жидкости в минуту.
Касаемо поверхности рабочего стола: на ней установлены три пазовые крепления Т-образной формы для дополнительного оборудования согласно ГОСТ 1574.

Электронная схема станка 2Н135
2.1 Сильные и слабые стороны станка
К неоспоримым преимуществам данного агрегата можно отнести выносливость, долговечность и простой ремонт.
Не каждый станок, появившийся свыше 30-ти лет назад, может вполне успешно заменять современное сверлильное оборудование.
Безусловно, 2Н135 уступает качественным вертикально-сверлильным станкам от хороших производителей по многим параметрам, это и удобство работы, так как эргономичность новых агрегатов намного лучше, и точность сверления, и скорость выполнения операций.
Однако если вы выбираете сверлильный станок для гаражного использования либо небольшого производства с оглядкой та три фактора: функциональность, надежность и минимальная стоимость, то за сопоставимые деньги, вряд ли можно найти вариант лучше, чем 2Н135.

Сверлильный станок 2Н135
Данный станок, как и все оборудование, сошедшее с конвейеров Стерлитамакского завода, собран на совесть.
И есть все основание полагать, что при должном уходе он качественно проработает ещё не один год.
Отсутствие каких-либо пластиковых деталей, к использованию которых в целях удешевление конструкции прибегают нынешние производители, гарантирует то, что ремонт станка можно будет осуществить при любой поломке.
Сам ремонт обойдется вам в сущие копейки, поскольку комплектующими данного оборудования рынок наполнен сверх меры.
Более того, схема конструкции, кинематическая схема и электросхема станка в свободном доступе представлена в интернете, и в случае необходимости вы сможете изготовить необходимую деталь собственноручно.
к меню ↑
2.2 Обзор вертикально-сверлильного станка 2Н135 (видео)
Лабораторная работа № 7
Изучение конструктивных особенностей сверлильных станков.
Назначение и область применения сверлильных станков.
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков: 1) настольно-сверлильные станки (одношпиндельные); 2) вертикально-сверлильные одношпиндельные станки; 3) радиально-сверлильные станки; 4) многошпиндельные сверлильные станки; 5) станки для глубокого сверления.
Наиболее распространенными в общем машиностроении являются вертикально- и радиально-сверлильные станки.
Основные размеры сверлильных станков — наибольший диаметр сверления в стали средней тердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
Вертикально-сверлильные станки.
Краткие технические характеристики отечественных сверлильных станков приведены в табл. 4, 1.
В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи sx — вертикальное перемещение шпинделя (Рис.4.1.).
Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
| Таблица 4.1. Технические характеристики отечественных сверлильных станков. | |||||
| Характеристика | Модели станков | ||||
| 2А125 | 2А135 | 2А150 | |||
| Наибольший условный диаметр сверления | |||||
| Частоты вращения шпинделя в об/мин | 310— 2975 | 97—1360 | 68—1100 | 32—1400 | 22—1018 |
| Мощность электродвигателя в кВт | 1,0 | 2,8 | 4,5 | 7,0 | 10,0 |
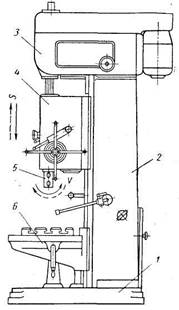
Рис.4.1. Вертикально-сверлильный станок.
Основными узлами вертикально-сверлильного станка являются станина 2, фундаментная плита 1, привод главного движения 3, шпиндель 5, коробка подач и механизм подачи 4, стол 6.
На станине, которая представляет собой полую отливку коробчатой формы, размещены основные узлы станка. Станина имеет вертикальные направляющие, на которых устанавливается кронштейн, несущий шпиндель. В полости станины размещаются электроаппаратура управления и противовес шпинделя.
Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок крупных размеров. Внутренние полости фундаментной плиты служат резервуарами для смазочно-охлаждающей жидкости.
Коробка скоростей сверлильных станков содержит в большинстве случаев зубчатые передачи, переключениями которых получают различные скорости шпинделя. Шпиндель современных вертикально-сверлильных станков имеет 6—12 ступеней скорости, обеспечиваемых сочетанием привода главного движения с одно- или двухскоростным электродвигателем. Некоторые модели вертикально-сверлильных станков имеют вместо привода главного движения бесступенчатый вариатор. На Рис.4.2. показан привод главного движения вертикально-сверлильного станка.
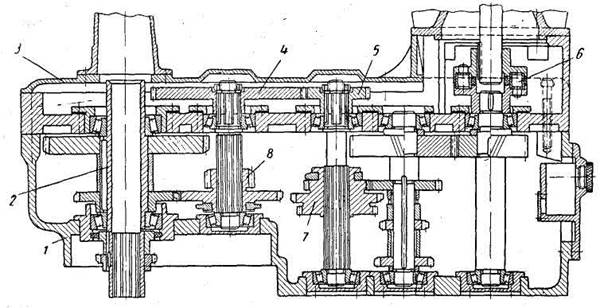
Рис.4.2. Конструкция привода главного движения вертикально-сверлильного станка.
 |
Корпус привода прикреплен к верхнему торцу станины. На крышке 3
корпуса установлен электродвигатель, соединенный с первым валом коробки муфтой 6. С помощью двух передвижных блоков 7 и 8 гильзе 2 сообщается шесть (при односкоростном двигателе) различных скоростей. Гильза имеет внутренние шлицы, посредством которых вращение передается шпинделю. Сменные шестерни 4—5 позволяют получить более высокий ряд скоростей шпинделя, например, при переходе на обработку заготовок из цветных металлов.
Шпиндель Рис.4.3. своей зубчатой (шлицевой) частью входит в гильзу коробки скоростей и, вращаясь вместе с ней, имеет в то же время возможность перемещаться в ней в осевом направлении. В переднем конце шпинделя крепят режущий инструмент либо непосредственно в коническом отверстии, либо посредством переходных втулок или других приспособлений. Значительные осевые нагрузки, возникающие при сверлении, воспринимаются в легких станках радиально-упорными подшипниками, а в средних и тяжелых станках — шариковыми или роликовыми упорными подшипниками 3, смонтированными вв шпиндельной гильзе 2, которая сообщает шпинделю поступательное движение
через реечную передачу, связанную с механизмом осевого перемещения шпинделя. Коробка подач обеспечивает более или менее значительный ряд подач шпинделя, необходимых для работы различными инструментами. В зависимости от размера станка шпиндель имеет 4—12 величин скоростей подачи. Коробка подач получает вращение или непосредственно от шпинделя, или от одного из валов коробки скоростей, связанного со шпинделем постоянными передачами.
В существующих конструкциях коробок подач вертикально-сверлильных станков настройка нужной величины подачи производится переключением блоков зубчатых колес, переключением муфт или перемещением вытяжной шпонки. Коробка подач размещается, как правило, в кронштейне станка.
Механизм подачи в вертикально-сверлильных станках служит для механического и ручного перемещения шпинделя. При механической подаче с помощью сцепной муфты устанавливается связь между выходным валом коробки подач и гильзой шпинделя. При ручной подаче движение передается от маховичка ручного управления непосредственно на гильзу шпинделя, минуя цепь механической подачи. Механизм снабжен устройством для автоматического выключения механической подачи при достижении заданной глубины обработки.
Стол станка служит для закрепления обрабатываемой заготовки. Он может быть неподвижным (съемным) или поворотным (откидным). Стол либо монтируется на направляющих станины, либо выполняется в форме тумбы, устанавливаемой на фундаментной плите. В станках, предназначенных для серийного производства, конструкция стола дает возможность перемещения закрепленной заготовки в продольном и поперечном направлениях (крестовый стол). Такая конструкция стола позволяет последовательно обработать ряд отверстий без повторной установки и крепления заготовки. Существуют столы с программным управлением, где последовательная координатная установка заготовки осуществляется в соответствии с технологическим процессом автоматически.
При обработке на вертикально-сверлильных станках значительная доля вспомогательного времени затрачивается на смену режущего инструмента. Применение быстросменных патронов, позволяющих сменить инструмент без остановки шпинделя, способствует сокращению этого вспомогательного времени. Однако степень автоматизации станка при этом не повышается, поскольку смена инструмента производится вручную. Оснащение вертикально-сверлильного станка специальной револьверной головкой с автоматическим поворотом и фиксацией повышает степень автоматизации станка и в то же время требует наличия автоматического управления изменением чисел оборотов и величины подачи шпинделя. С этой точки зрения перспективной является конструкция вертикально-сверлильного станка мод. 2Б135, разработанная в ЭНИМСе. Коробка скоростей этого станка оснащена бесконтактными электромагнитными муфтами, позволяющими автоматически переключать скорости шпинделя. Вместо ступенчатой шестеренной коробки в цепь подач станка встроена порошковая электромагнитная муфта, которая дает возможность бесступенчато и автоматически регулировать величину подачи шпинделя. Для ручного перемещения шпинделя в цепи подач предусмотрен обгонный механизм.
Конструкция такого типа делает возможной встройку станка в автоматическую линию.
Не нашли то, что искали? Воспользуйтесь поиском:
Традиции выпуска качественного металлорежущего оборудования были заложены в СССР в послевоенный период. Очень часто конструкторам удавалось создать станки, которые длительный срок использовались производственниками. К ним можно отнести вертикально сверлильный станок 2Н135, технические характеристики которого долгое время были эталоном.

Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.
Назначение, принцип действия, устройство станка 2Н135
Историческая справка
Вертикально-сверлильный станок модели 2Н135 негласно считается «рабочей лошадкой» всех механических участков машиностроительных производств. Устройство станка отличается максимальной простотой и надёжностью, а кинематическая схема действия коробки передач и коробки скоростей станка до сих пор не имеет себе равных.
Выпуск базовой модели 2135 начался в 1945 году на заводе города Стерлитамак. После этого, основываясь на данных эксплуатации, были проведены работы по модернизации. С 1965 года началось производство модели 2Н135.

Внешний вид станка 2Н135
Техническая характеристика сверлильного станка 2Н135
Расшифровка названия оборудования может быть произведена следующим образом. При расшифровке первая цифра условного обозначения указывает на группу металлорежущего оборудования – сверлильное, буква дальше свидетельствует о глубокой модернизации предшествовавших вариантов конструкции (исторически первым был вариант «А», вторым – «Б» и т.д.). Следующая после буквенного индекса цифра при расшифровке указывает на тип станка (1 – вертикальный), а две последних сообщают основные технические характеристики для всего сверлильного станочного парка – наибольшем диаметре просверливаемого отверстия в миллиметрах.
Материалом для эталонной заготовки принимается сталь марки Сталь 45 в обычном состоянии после прокатки. Поэтому для деталей, изготовленных из других материалов с большей или меньшей прочностью, приведенная выше кинематическая характеристика может изменяться соответственно в меньшую или большую сторону. В расшифровке могут встречаться также дополнительные цифры и буквы, указывающие на модификацию основной модели. Все данные в нашем случае находятся в паспорте вертикально сверлильного станка 2Н135.
Конструкция вертикально сверлильного станка 2Н135 ясна из представленного рисунка. Изготовитель вправе вносить в модель некоторые дизайнерские, технические или иные изменения в конструкцию и чертёж, которые не должны ухудшать в станке 2Н135 технические возможности и габариты общего вида агрегата описываемой модели.
В комплект к поставляемому оборудованию обычно прилагается паспорт, инструкция по эксплуатации, также вкладывают кинематическую и электрическую схемы, ведомость и чертежи быстроизнашиваемых деталей. Ряд фирм производит и специальные исполнения – например, с поворотным столом, с ЧПУ, с коробкой пиноли под головку с несколькими шпинделями и пр. (обзор вариантов достаточно длинен).

Электрическая схема 2Н135
Основное назначение агрегата – выполнять разнообразные сверлильные и зенковочные операции, однако на 2Н135 можно также нарезать резьбу, резать торцы, производить развёртывание, вертикальную запрессовку и даже использовать специальный инструмент для фрикционной осадки изделий, прочностные характеристики которых не превышают значений для стали 45.
Вертикально сверлильный станок 2Н135 состоит из следующих механизмов:
- Электродвигателя.
- Коробки скоростей.
- Плунжерного насоса.
- Коробки подач, которая может функционировать как в ручном, так и в автоматическом режиме.
- Большой опорной вертикальной колонны.
- Инструментальной головки со шпинделем.
- Регулируемого по высоте стола.
- Основания.
- Системы управления агрегатом.
- Гидросистемы охлаждения.
- Электрическое оборудование.

Расположение составных частей сверлильного станка 2Н135
Принцип действия
Кинематика агрегата определяет возможности изменения числа оборотов для шпинделя. Конструктивные решения и габариты коробок скоростей и подач позволяют реализовать различную производительность операций, настройку которых определяет материал изделия, подвергаемого мехобработке, и отверстие в заготовке. Кроме того этот процесс зависит от габаритов детали.
Расшифровка и описание не вносят ясность в некоторые эксплуатационные и кинематические показатели, которыми располагает оборудование, поэтому далее приводится технические характеристики станка (касается только базового исполнения):
- Возможный вертикальный вылет станины, м – 0,3.
- Эксплуатационный рабочий габарит между шпинделем и столом, мм – 30…750.
- Шпиндель: число оборотов, мин-1 – 31.5…1400;
- Наибольшее количество скоростей в коробке скоростей – 12.
- Максимальный сверлильный ход коробки подач, мм – 250.
- Электрический двигатель: работа/номинальный крутящий момент, Нм – 400.
- Наибольшее усилие, развиваемое коробкой подач, Н – 15000.
- Размеры рабочего стола, мм — 500×450, способ фиксации заготовок – Т-образные пазы, возможность продольной регулировки стола ± 150 мм.
- Точность устройства ручного управления для коробок: подачи, мм ± 0,05, скоростей, мм ± 0,05…0,8 (ручной отсчёт – по лимбу).
- Мощность приводного двигателя, кВт – 4.
- Габарит, м – 2,535×0,835×1,030.
- Вес, кг – 1200.
Полную информацию о любых станках можно почерпнуть из паспортов интересующих изделий. Паспорт содержит схему установки агрегата, и план фундамента под его основание. Габариты сверлильного станка 2Н135 говорят о том, что он может устанавливаться в небольших помещениях.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2Н135
Эксплуатация механизма в рабочем режиме заключается в следующем. Деталь, подлежащую обработке, следует расположить и зафиксировать на координатном столе. Шпиндель с установленным сверлом (или иным инструментом согласно чертежу) при этом должен находиться в крайнем нижнем положении. Шпиндель можно зацентровать, используя устройство продольного перемещения стола.
Убедившись в соосности взаимного расположения шпинделя и торца заготовки и, выбрав подходящую скорость из кинематических возможностей в коробке скоростей, включают вертикальный двигатель главного привода. Когда кинематическая схема управления коробки подач настроена, осуществляют подачу инструментальной головки к торцу изделия, и производят необходимую технологическую операцию.
Особенности устройства
Основой всего агрегата выступает сверлильная головка. Это отливка, выполненная в форме коробки, в которой установлены основные узлы станка:
- шпиндель;
- механизм переключения;
- коробка скоростей;
- механизм подачи;
- коробка подач.
Головка расположена на опоре, и на нее установлен двигатель. Он посредством муфты и зубчатой передачи передает вращательный момент на коробку скоростей станка 2Н135. В ней имеются специальные блоки, способные изменять вращение режущего инструмента. Зубчатая пара на выходе, придает движение коробке подач, ее конструктивные особенности позволяют производить девять подач. В конечном итоге начинает работать механизм подачи.

Кинематическая схема станка 2Н135
На переднюю панель сверлильной головки вынесены все кнопки, отвечающие за управление электрической схемой станка 2Н135. При включении основного пускателя загорается лампочка, сигнализирующая, что электрический ток запитал цепи. Схема позволяет изменять направление вращения шпинделя, и производить динамическое торможение. Кроме того, ее устройство облегчает переключение скоростей.
От перегрузки защищают тепловые реле. Для устранения возможной опасности поражения оператора током электрическая схема агрегата предусматривает применение защитного заземления.
Нельзя начинать эксплуатацию механизма без детального изучения паспорта. Только так вы сможете избежать поломок и аварий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.