Содержание
Широкое распространение технологии соединения различных деталей посредством электрического тока и плавящегося электрода потребовало поиска новых технологий для возможности качественной работы буквально с каждым типом материала, с каждой маркой металла.
Достичь широкого распространения и одновременно обеспечить качественное соединение именно узкоспециализированных конструкций и элементов позволяет соединения в сварочной технологии универсальных сварочных аппаратов и индивидуальный подбор плавящихся электродов. Экономическая целесообразность такого подхода целиком оправдана – для сварочных аппаратов набор функций и технологий позволяет работать как с черными металлами, легированными сталями и чугунными конструкциями, а вот индивидуальность подхода достигается подбором расходных материалов – сварочных электродов.
Специфика подбора сварочных электродов
Использование электросварки для соединения металлов кроме общепризнанных и понятных физических процессов, влияющих на процесс соединения свариваемых деталей, имеет еще один, очень важный момент – свойства деталей, рассчитанных на применение в различных отраслях и производствах. Берется во внимание, прежде всего свойства металлов – конструкционных сталей, легированных и низколегированных сталей, чугуна или конструкций из цветных металлов. И в данном случае сварной шов, должен отвечать максимально условиям и марке основного металла. Такое соответствие сварочных электродов основному материалу достигается использованием в качестве сердечника узкоспециализированного состава металла, а в качестве обмазки использовать наиболее подходящие компоненты.
Типы и марки электродов
Использование сварочных электродов в зависимости от свойств свариваемого материала зависит, прежде всего, от состава металлического сердечника. Здесь при производстве учитываются несколько факторов, влияющих на качество шва:
- прямое предназначение электрода для сварки определенного типа металлов и сплавов;
- условия проведения работ, пространственное положение шва;
- толщина соединяемых деталей и конструкций;
- специфика формирования сварочной ванны и защитного облака газов;
- узкоспециализированные свойства шва – сопротивление на разрыв, изгиб, текучесть жидкого шва, насыщенность кислородом.
Учет этих и других условий маркировки конечной продукции и условия непосредственно самого производства вменен для всех отечественных производителей электродной продукции соответствующими государственными стандартами и сортаментами. Электрод, имеющий соответствующую маркировку, должен соответствовать техническим условиям независимо от производителя. В то же время, нанесенная маркировка на упаковку должна соответствовать содержимому как по качеству, так и по количеству.
Марки электродов для дуговой сварки
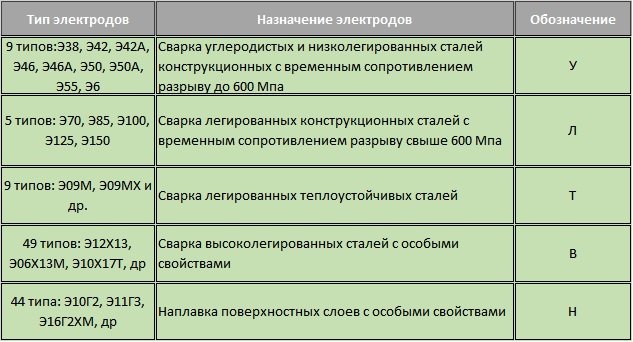
Сегодня наиболее массово выпускаются электроды для соединения деталей из черных металлов и сталей. Именно поэтому наиболее часто употребляемая маркировка ориентирована на сварку деталей из стали и градирует продукцию в зависимости от содержания углерода в металле. Такая градация соответствует и основному марочнику сталей:
- «У» – основная часть конструкционного черного металла с относительно низким содержанием легирующих добавок и средним показателем присутствия углерода. Качество сварного шва должно выдерживать усилие на разрыв около 600 Мпа.
- «Т» — специфические электроды для легированных марок стали, обладающих тугоплавкостью и большой теплоустойчивостью, усилие разрыва шва около 600 МПа;
- «Н» – электроды для дополнительной наплавки на поверхность дополнительного слоя металла, при этом металл может обладать специальными свойствами;
- «А» – электрод для сварки условно пластичных сплавов и металлов.
Выбор марки электрода
Качество сварного шва, его конструктивные и пластические свойства, способность выдерживать различные деформации зависят во многом от того какого качества, какого состава и толщины на металлическом сердечнике лежит слой покрытия.
Для маркировки слоя покрытия, показателя его толщины используется буквенное обозначение отображающее соотношение толщины обмазки к диаметру металлического сердечника. Следует заметить, что здесь за основу берется соотношение диаметр/покрытие в процентном выражении, а не конкретное число толщины в миллиметрах.
Для маркировки принято брать соотношение в 20, 45, 80 и более 80%. Такие показатели маркируются соответственно буквами «М», «С», «Д», «Г». Наиболее популярное соотношение равное приблизительно 45% маркируемое «С» обозначает около 70% всех выпускаемых электродов всех наименований. Такая маркировка позволяет подобрать расходные материалы для проведения работ в зависимости от сложности и важности свариваемых деталей.
Учет количества покрытия сердечника, формирующего защитное облако сварочной ванны при подборе типа и марки очень важен, так же, как и учет того из каких материалов сделано само покрытие – для обозначения типа основного составляющего обмазки используется буквенные обозначения, соответствующие наиболее часто встречающимся видам материалов для обмазки:
- кислотное покрытие – маркируется «А»;
- для основных видов используется буквенный код «Б»;
- целлюлозное содержание обмазки будет соответствовать букве «Ц»;
- рутиловый компонент маркируется «Р»;
- для прочих видов маркировка объединяется общим кодом «П».
Внимание! Двухкомпонентные виды покрытий, имеющих узкоспециализированные направления применения, маркируются соединением основных буквенных кодов, при этом первая буква указывает на преобладающий компонент в композиции покрытия.
Расшифровка марки электродов
Достижение максимальных показателей сварного соединения конструкций достигается применением типов расходных материалов, имеющих при работе еще одно свойство – пространственное положение при формировании сварной ванны. Возможность прокладки прочного шва в горизонтальном положении, возможно будет утеряна, в случае применения этого электрода при потолочных работах, вертикальном сваривании, или наложении наклонного шва. Проще говоря, если в одном положении шов будет ложиться ровно, то при сварке этой же маркой в другом положении шов будет прерывистым, капающим, стекающим по поверхности металла.
Параметры использования электрода в зависимости от пространственного положения маркируются цифровым кодом:
- 1 – универсальный тип использования;
- 2 – тип пригодный для использования в большинстве положений, кроме вертикального;
- 3 – подходит как для вертикальных, так и для горизонтальных швов, кроме работ под потолком;
- 4 – электрод горизонтального шва.
Виды электродов
Для особо важных конструктивных элементов, имеющих повышенные требования по прочности соединений, применяются электроды, разработанные для сугубо узкой специализации, например для легированных сталей или сварки чугунных элементов.
Достоинством этих специальных марок выступает полное соответствие состава сердечника составу свариваемых конструкций. Здесь не требуется дополнительное усиление или ослабление сварочного тока, особые навыки формирования дуги, сам температурный режим сгорания покрытия обеспечивает максимальное расплавление сердечника и прогрев поверхности самой детали. Такие электроды формируют шов без существенных деформаций и изменений.
Для этих целей чаще всего используются марки Э-70, АНП2, НИАТ 3М, УОНИ-13/85, Н20/Св-12Х2НМАВИ, ОЗС-11, ТМЛЗУ, ЦЛ-45.
Наплавка или сварка чугунных изделий, содержащих большое количество углерода, требует применения электродов, близкого по составу к чугуну, именно поэтому серия ОК и обладают столь специфическими свойствами. Для этой марки характерна небольшая текучесть металла в пределах 300-500 МПа, относительно низкий по сравнению со стальными сердечниками показатель прочности – 460-640-720 МПа, и конечно небольшой показатель механического удлинения шва 6-40% в зависимости от маркировки. Вместе с тем электроды марок ОК-92 с индексами от 05 до 86 имеют завидную твердость холодного шва – до 240-260 НВ.
Внимание! Сварочные электроды, предназначенные для сварки и наплавки чугуна, не рекомендуется применять для сварки сталей и металлических конструкций. Сформированный шов не будет обладать расчетными характеристиками, ввиду высокого содержания углерода в металле электрода.
Сварка цветных металлов и сплавов
Применение электродуговой сварки для соединения легких цветных металлов и их сплавов сегодня в обычном применении пока находится в весьма ограниченном использовании, но это не значит, что сварочные технологии не имеют возможности работать с этими материалами.
Для соединения алюминиевых конструкций, несмотря на наличие защитного химического слоя металла, применяются электрода марки «ОЗА», маркировка их соответствует следующим свариваемым металлам:
- алюминий технический 99% чистоты содержания металла – ОЗА1;
- алюминиевые сплавы, в том числе с кремнием – ОЗА2, ОЗАНА2;
- алюминий технический – ОЗАНА1;
Медные конструкции, чаще всего соединяемые с помощью пайки, могут соединяться также и с помощью сварки, здесь применимы электроды Комсомолец 100, АНЦ/ОЗМ серии 2,3,4.
А для сварки никеля разных марок применяется электрод ОЗЛ-32.
Спецификация электродов для создания конструкционных деталей
Создание отдельных, специфических конструкций, имеющих большую массу и габариты, монтируемых непосредственно на сборочной площадке требует применение электродов для резки металла. Например, в судостроении, когда стальные листы поставляются цельными, а отверстия проделываются непосредственно на стапеле применяются электроды способные создавать высокую температуру плавления и возможность работы на максимальном сварочном токе.
Для таких и подобных работ применяются электроды ОЗР1 и ОЗР2, для разрезания металла толщиной до 40 мм, проделывания отверстий, срезания наплывов, устранения дефектных участков сварных соединений.

Марка электродов: ГОСТ
Буквенно-цифровое обозначение наименования, расположенное обычно в табличной форме на упаковке, часто дублируется и на покрытии самого электрода. Такое удобство позволяет без труда идентифицировать тип и марку электрода.
Обычно код состоит из нескольких групп шифров. Каждая группа имеет свое значение и характеристику применения:
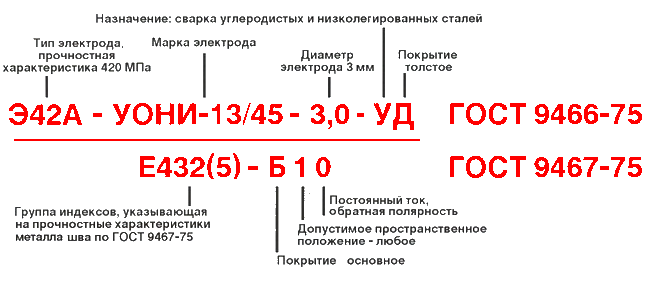
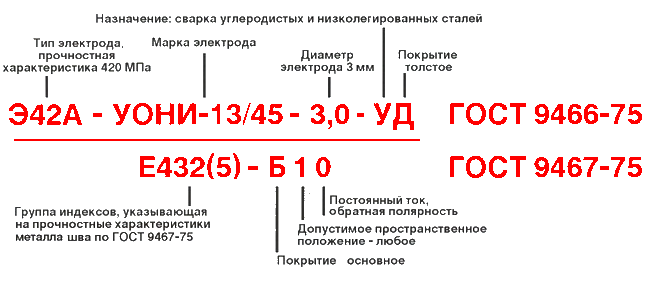
- первые буквенно-цифровые обозначения идентифицируют предназначение, например, Э-46 – значит основная специфика соединение стальных деталей из легированных и углеродистых марок стали;
- далее идет марка электрода, она классифицирует изготовителя;
- следующий блок кода – это назначение покрытия и его слой, например, УД – это толстое покрытие (Д) для углеродистой марки стали (У);
- отдельное буквенное обозначение типа стального сердечника Е – плавящий электрод;
- следующие цифры характеризуют предел прочности шва при испытании на растяжение, здесь, 43 – это усилие в 430 Мпа;
- цифра с последующей цифрой в скобках это обозначение относительного удлинения с температурной характеристикой сохранения вязкости металла;
- оставшиеся буквенно-цифровые обозначения это тип покрытия и условия применения, например РЦ13 – рутилово-целлюлозное покрытие для универсальных работ при нормальном токе с возможностью использования обратной полярности.
Внимание! Получение качественного сварного соединения в большинстве случаев зависит от правильно подобранных электродов по типу и марке. Вместе с тем подбор расходных материалов требует соблюдения и других требований – правильного выбора диаметра, типа используемого тока, и качественного параметра электрода по влажности покрытия.

Тестовые задания по профессии
"Электросварщик ручной сварки"
для сертификации профессиональной квалификации
выпускников учреждений НПО
Специальный блок
профессия "Электросварщик ручной сварки"
Таблица 30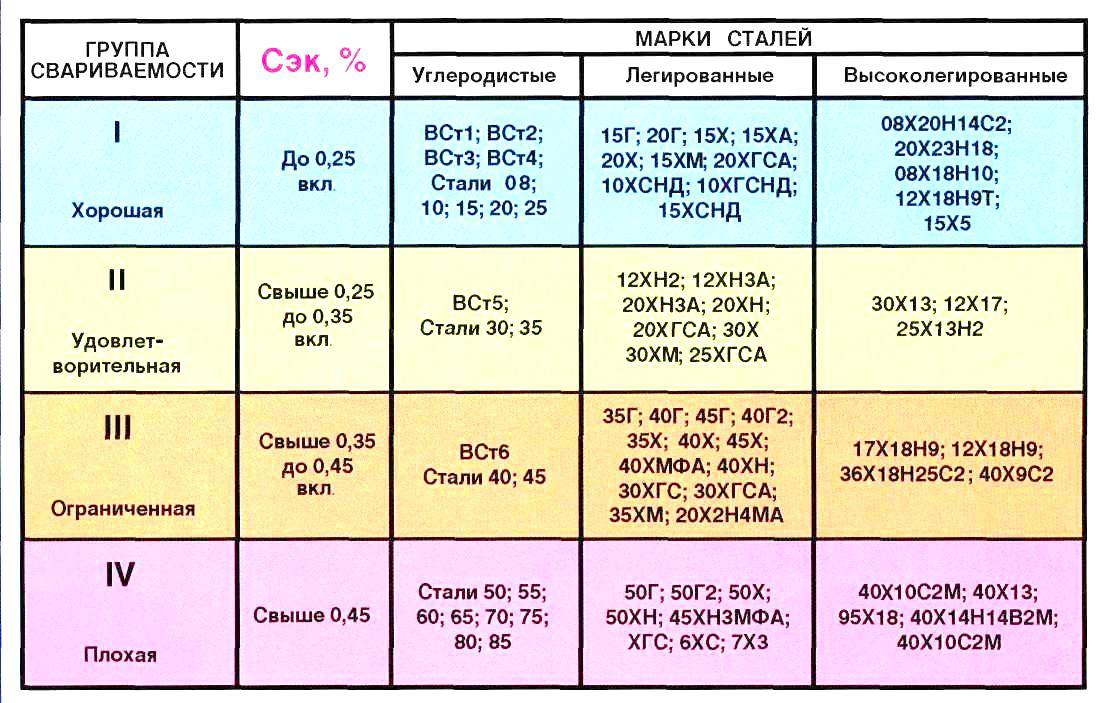
Таблица 31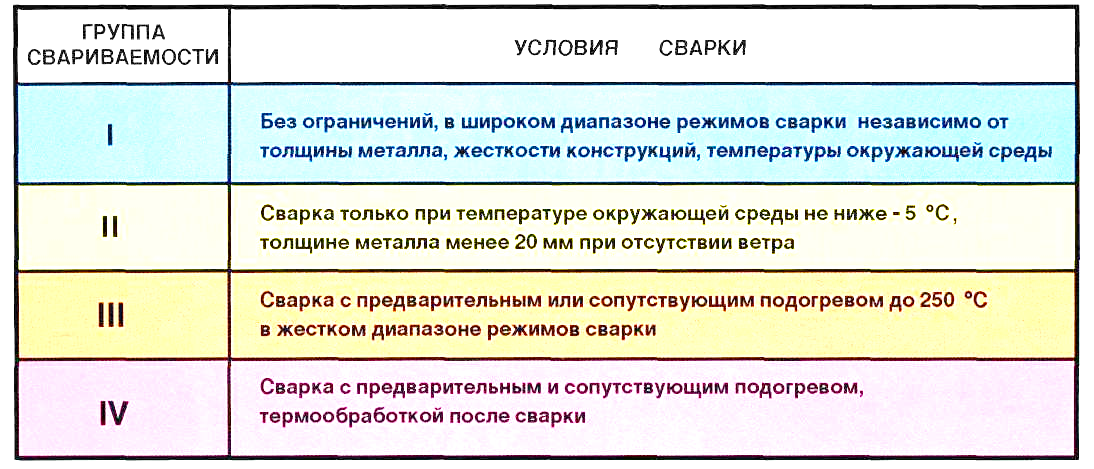

Классификация покрытых электродов

Условные обозначения покрытых электродов
Структура условного обозначения электрода по ГОСТ 9466-75 «Электроды покрытые для ручной дуговой сварки и наплавки.
Классификация и общие технические условия» состоит из 11 обозначений в виде дроби:
В числителе – паспортные данные
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью обозначение состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки обозначение состоит из:
-индекса Э – электрод для ручной дуговой сварки и наплавки;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах.
Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8 % и марганца до 1,0 % буквы С и Г н
 Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс / мм 2 ) применяют 7 типов электродов: Э 38; Э 42; Э 46; Э 50; Э 42А; Э 46А; Э 50А.
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс / мм 2 ) применяют 7 типов электродов: Э 38; Э 42; Э 46; Э 50; Э 42А; Э 46А; Э 50А.
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс / мм 2 ) до 588 МПа (60 кгс / мм 2 ) применяют 2 типа электродов: Э 55; Э 60.
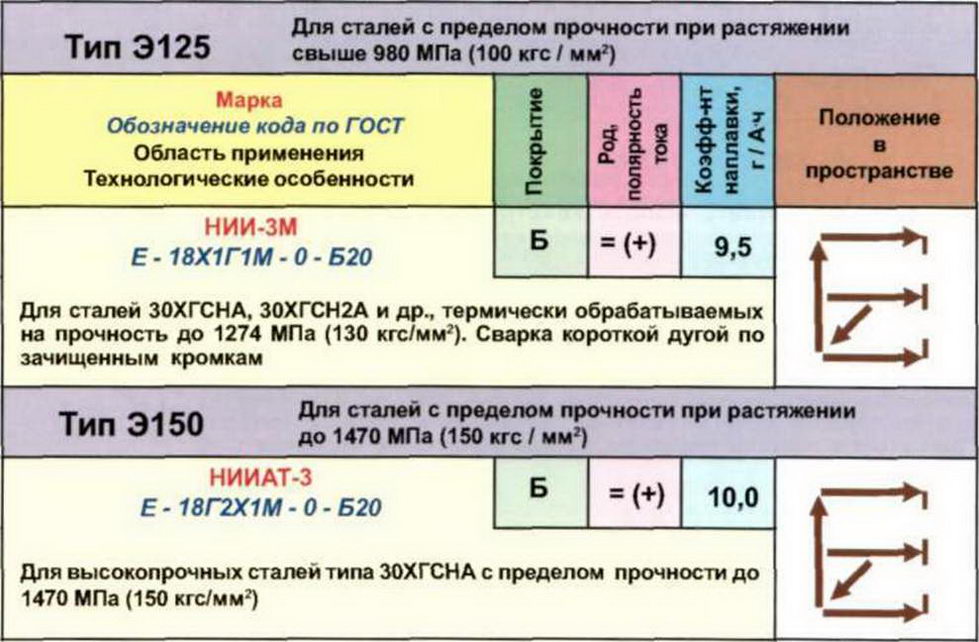
Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс / мм 2 ) применяют 5 типов электродов: Э 70; Э 85; Э 100; Э 125; Э 150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1; Э-09Х1МФ; Э-10Х1МНБФ; Э-10ХЗМ1БФ; Э10Х5МФ.
Для сварки высоколегированных сталей с особыми свойствами – 49 типов: Э-12Х13; Э-06Х13Н; Э-10Х17Т; Э-12Х1ШМФ; Э-12Х11НВМФ и другие.
Для наплавки поверхностных слоев с особыми свойствами – 44 типа: Э-10Г2; Э-10ГЗ; Э-12Г4; Э-15Г5; Э-16Г2ХМ; Э-30Г2ХМ и другие.
Каждому типу электрода может соответствовать одна или несколько марок.
3 – Диаметр электрода
Диаметр электрода соответствует диаметру металлического стержня.
4 – Назначение элекктрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс / мм 2 ) – маркируется буквой У;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс / мм 2 ) – маркируется буквой Л;
Для сварки теплоустойчивых сталей – маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами – маркируется буквой В;
Для наплавки поверхностных слоев с особыми свойствами – буквой Н.
5 – Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру электродного стержня d электроды подразделяются на следующие группы:
с тонким покрытием (D / d 1,8) – Г
В знаменателе – кодированное обозначение (код): буква Е – международное обозначение плавящегося покрытого электрода.
6 – Группа индексов указывающих характеристики металлашва или наплавляемого металла
В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру °С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс м/см 2 ). Пример: Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20 °С имеет ударную вязкость 34 Дж/см 2 (3,5 кгс м/см 2 ).
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ) (таблица 32)

