Содержание
- 0.1 Вопросы безопасности
- 0.2 Подготовительные работы
- 0.3 Изготовление электролита
- 0.4 Режимы обработки
- 0.5 Ванна для анодирования
- 0.6 Процесс анодирования
- 1 Анодирование алюминия: это что
- 2 Твердое анодирование алюминия: достоинства и недостатки
- 3 Что необходимо для твердого анодирования
- 4 Анодирование до изменения цвета
- 5 Общие сведения о технологии анодирования
- 6 Подготовительный процесс
- 7 Подготовка электролита
- 8 Способы анодирования алюминия
- 9 Теплое анодирование
- 10 Холодная технология
- 11 Закрепление результата
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
Вопросы безопасности
Провести качественно анодирование в домашних условиях – несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза – может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.

Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде – водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности – они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса – распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду – очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.

Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 – +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем – пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 – 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
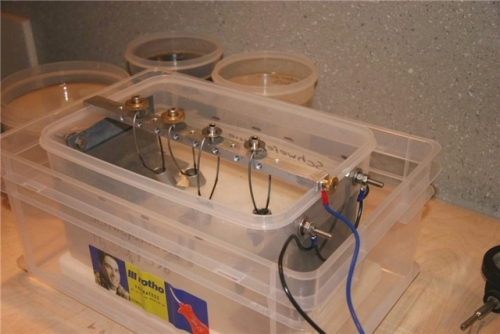
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально – по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий – час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.

После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.

Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Алюминий – металл легкоплавкий, пластичный и мягкий именно поэтому часто используется мастерами для изготовления различных деталей в домашних условиях. Но есть у алюминия недостаток. Он обладает весьма непрезентабельным видом из-за образовывающейся на его поверхности защитной пленки. Иными словами, алюминий на воздухе темнеет, а при пользовании пачкает руки, т.к. пленка неустойчивая. Чтобы исправить ситуацию, алюминий анодируют. Как это сделать в домашних условиях, поговорим в нашей статье.
Содержание:
Анодирование алюминия: это что
Как уже говорилось в самом начале, алюминий при взаимодействии с кислородом воздуха, окисляется. На его поверхности образуется оксидная пленка, весьма неустойчивая к механическим повреждениям. Чтобы закрепить эту пленку и защитить ее от истирания алюминий анодируют.

Как же изменяется свойство алюминиевых деталей после анодирования? А вот как:
- происходит укрепление верхнего слоя металла;
- происходит визуальное и тактильное выравнивание небольших погрешностей поверхности металла (царапин, точечных повреждений и т.д.);
- улучшается процесс нанесения красящего вещества на алюминиевую заготовку;
- деталь приобретает более презентабельный вид;
- появляется возможность имитации различных металлов (серебра, платины, золота и даже жемчуга).

Твердое анодирование алюминия: достоинства и недостатки
Анодирование алюминия в домашних условиях можно производить двумя способами: твердым (холодным) и теплым. Последний, ввиду своей сложности, в домашних условиях практически не применяется, зато твердое анодирование получило широкое распространение среди умельцев.
Это процесс обладает своими достоинствами и недостатками. К первым относятся такие как, получение толстого защитного слоя, который обладает хорошими прочностными характеристиками, а также образование высокопрочной антикоррозионной пленки на поверхности металла.
Среди недостатков отмечают один: неспособность удерживать на своей поверхности равномерный слой красителя на органической основе. Краситель ложится неравномерно и не является стойким. Однако при этом, в процессе твердого анодирования заготовка сама окрашивается в естественные цвета от зеленоватого, через желтовато-бурый до насыщенно серого.
Что необходимо для твердого анодирования
Из материалов и приборов вам понадобятся:

Анодирование до изменения цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько этапов. Но прежде хотелось бы остановиться на процессе промышленного холодного анодирования, который протекает с использованием раствора серной кислоты. В результате данного процесса происходит активное газовыделение, причем летучие газы обладают взрывоопасностью. Именно поэтому не рекомендуют в домашних условиях проводить подобный процесс.

Технология домашнего анодирования более безопасная. Поговорим об основных ее этапах подробнее.
- Готовим необходимые растворы
Для твердого анодирования готовится два вида раствора в разных емкостях: один солевой, второй – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора нужно будет в девять раз больше, чем солевого, а потому емкость под него выбирается соответствующая. В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового.
В теплую воду при постоянном помешивании добавляется соль (в другую сода). Готовятся насыщенные растворы, т.е. соль и сода добавляются до тех пор, пока не начнет выпадать осадок. После этого растворы необходимо процедить несколько раз. Помните, что от качества растворов (их прозрачности и чистоты) зависит качество анодирования.Перед самим процессом твердого анодирования растворы смешиваются в соотношении 1 часть солевого и 9 частей содового.
- Готовим к анодированию заготовку.

Ну здесь все просто. Необходимо заготовку тщательно отшлифовать и обезжирить. - Анодируем.

Итак, приступаем к анодированию. Детали необходимо разместить в ванночке так, чтобы они были полностью погружены в раствор, а также не касались дна или стенок ванночки.Затем подается электрический ток: на ванночку «минус», на заготовку «плюс». Под воздействием напряжения в ванночке заготовки находятся до тех пор, пока не изменят свой цвет. Затем ток отключается, заготовки вынимаются и тщательно промываются в проточной воде. После деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Затем снова промываем.Вы не видите пятен и разводов на заготовке? Значит все прошло успешно.
- Закрепляем поверхностный слой.
В результате анодирования образовалась пленка с большим количеством пор, которые нужно закрыть. Осуществляется это путем обычного кипячения в дист.воде в течение получаса. - Лакируем или окрашиваем.
Для этого анодированную заготовку помещаем в емкость с лаком или краской анилиновой (10%). Все, деталь готова.
Как видите, процесс анодирования в домашних условиях несложен и доступен каждому.
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.

Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.

Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Раствор серной кислоты получают путем разбавления электролита для автомобильных аккумуляторов дистиллированной водой в пропорциях один к одному. Купив канистру емкостью 5 литров, раствора можно получить 10 литров.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.

Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.

Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.

Методы цветного анодировния алюминия
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Холодная технология отличается тем, что рост анодированного покрытия со стороны металла протекает с большей скоростью, чем его растворение с внешней стороны.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Закрепление результата
Качество анодирования алюминия зависит от завершающего этапа – закрепления покрытия. Для этого после нанесения покрытия и промывки детали помещают на четверть часа в раствор марганца. После выемки необходимо детали промыть под горячей и холодной водой для удаления из пор остатков раствора.
Перед окрашиванием необходимо закупорить микроскопические поры на пленке. Для чего изделия кипятят в дистиллированной воде в течение 30-40 минут.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.