
Ручная дуговая сварка покрытыми электродами является самой распространенной среди всех видов дуговой сварки. Однако, напряжение холостого хода сварочных источников при работе на открытых площадках, в условиях повышенной влажности и в стесненных условиях может явиться фактором повышенной опасности.
Для повышения электробезопасности электросварочных работ при ручной дуговой сварки предлагаем новый универсальный блок снижения напряжения холостого хода типа БСН-10 для выполнения сварочных работ на переменном и постоянном токе.
ОСНОВНЫЕ ОСОБЕННОСТИ
• Автоматическое срабатывание, сопровождающееся замыканием сварочной цепи;
• Замкнутое состояние силовой сети блока при протекании в ней переменного или постоянного тока, значение которого находится в диапазоне 50-500 А;
• Применяется как для источников переменного, так и постоянного тока;
• Наличие резервной защиты;
• Наличие световой индикации;
• Наличие органов управления оперативного контроля работоспособности блока;
• Быстроразъемные, безопасные токовые разъемы;
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ

Купить в 1 клик
- Страна – Россия
- Напряжение питания, В – 220, 380
- Сниженное напряжение, В – 8,5-12
- Сварочный ток, А – 500
- Габариты, мм – 355х160х280
- Вес, кг – 9
- Страна – Россия
- Напряжение питания, В – 220, 380
- Сниженное напряжение, В – 8,5-12
- Сварочный ток, А – 500
- Габариты, мм – 355х160х280
- Вес, кг – 9
Блок снижения напряжения БСН-10 является необходимым при выполнении работ в условиях повышенной опасности. Примером могут служить различные тесные помещения – тоннели, подвалы и тому подобное. Эксплуатация данного оборудования должна осуществляться в комплексе со сварочным трансформатором или с выпрямителем напряжения.
Устройство БСН-10, цена на которое значительно ниже по сравнению с зарубежными моделями, отличается безупречным качеством, простотой обслуживания и надёжностью.
| Технические характеристики БСН-10 |


| 1×220 / 2×380 В | |
| Частота | 50 Гц |
| Сниженное напряжение | 8,5-12 В |
| Номинальный сварочный ток | 500 А (35%) |
| Время выдержки после прекращения сварки | 0,64 с |
| Время срабатывания | 0,04 с |
| Расстояние между источником и блоком | 5 м |
| Габаритные размеры | 355х160х280 мм |
| Масса | 9 кг |
Ручная дуговая сварка покрытыми электродами является самой распространенной среди всех видов дуговой сварки. Однако, напряжение холостого хода сварочных источников при работе на открытых площадках, в условиях повышенной влажности и в стесненных условиях может явиться фактором повышенной опасности.
Для повышения электробезопасности электросварочных работ при ручной дуговой сварки предлагаем новый универсальный блок снижения напряжения холостого хода сварочных источников БСН-10 для выполнения сварочных работ на переменном и постоянном токе.
Блок снижения напряжения холостого хода сварочных источников БСН-10 должен эксплуатироваться совместно со сварочными трансформаторами, имеющими напряжение холостого хода не более 80В и номинальным током до 500А (ПВ35% при токе 500А) или со сварочными выпрямителями с напряжением холостого хода не более 100В и номинальным током до 500 А.
| Особенности и преимущества БСН-10 |

- автоматическое срабатывание, сопровождающееся замыканием сварочной цепи;
- замкнутое состояние силовой сети блока при протекании в ней переменного или постоянного тока, значение которого находится в диапазоне 50-500 А;
- применяется как для источников переменного, так и постоянного тока;
- наличие резервной защиты;
- наличие световой индикации;
- наличие органов управления оперативного контроля работоспособности блока;
- быстроразъемные, безопасные токовые разъемы.

Бесплатная доставка до транспортной компании
100% гарантия обмена товара и возврата денег
СВОИХ НЕ БРОСАЕМ
Добросовестно проводим сервис и обслуживание по регламенту
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек – не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом – питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Характеристики устройства:
Напряжение электросети -220/380 В.
Мощность сварочного аппарата – не ограничена.
Сварочный ток – не ограничен.
Напряжение холостого хода сварочной цепи – 16-36 Вольт переменного тока.
Напряжение зажигания сварочной дуги -80 -120 вольт.
Время зажигания сварочной дуги 8-16 мсек.
Частота сети 50 Гц.
Экономия электроэнергии при ПВ 30% до 62 %.
Регулировка тока 36%.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
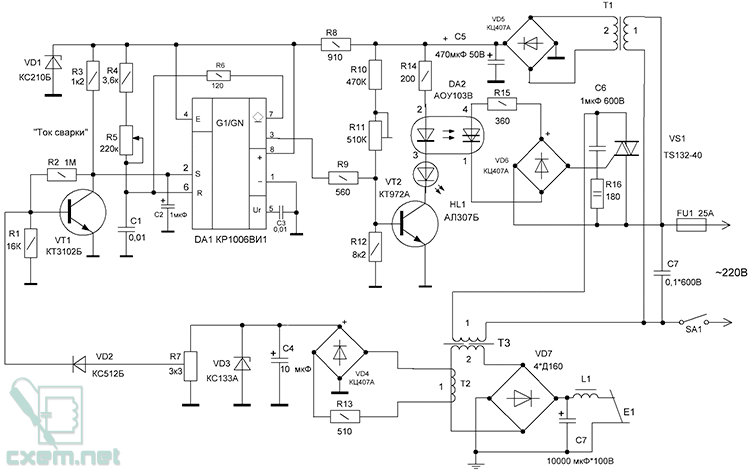
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
Программируемый аналоговый таймер на микросхеме DA1 позволяет установить необходимые режимы работы устройства по времени.
Входной усилитель сигнала обратной связи на транзисторе VT1 позволяет предварительно усилить слабый сигнал до уровня достаточного для переключения таймера в рабочий режим, с отработкой функций – ограничения напряжения холостого хода, импульсного зажигания сварочной электродуги и установки рабочего тока в зависимости от сечения сварочного электрода.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Тип применяемого симистора зависит от сварочного трансформатора. Трансформатор тока Т2 типа ТК 20 -100 / 5.
Трансформатор питания Т1 – ТПП -112 на напряжение 8-10 вольт и ток не менее 100 мА, мощностью 8-15 ватт.
Плата устройства ограничения холостого хода сварочного трансформатора установлена в корпусе соответствующего размера, отдельно размещен трансформатор тока Т2, возможен вариант установки устройства вне корпуса сварочного аппарата.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. “Радио” №8,1984 г. стр.55-56.
“>