Содержание
- 1 Обоснование применения защитных цинковых покрытий
- 2 Технология горячего цинкования
- 3 Зачем металлические изделия подвергают цинкованию
- 4 Преимущества метода
- 5 Как выполняется горячее цинкование
- 6 Для каких целей металлоконструкции подвергают оцинковке
- 7 Происхождение метода
- 8 Достоинства и недостатки метода
- 9 Технология горячего цинкования
- 10 Контроль качества покрытий по ГОСТ 9-307
Самое большое разрушающее воздействие на стальные и железные предметы оказывается коррозия. В результате окисления металла при воздействии с окружающей средой происходит его разрушение и рабочее изделие или конструкцию необходимо заменять. Поэтому горячее цинкование является надежной защитой стальной или железной поверхности и очень актуально на сегодняшний день.
Для решения этой проблемы разработаны и применяются различные технологии. Все они основаны на создании защитного слоя на поверхности металла. Однако большая часть из них недолговечна и требует периодического восстановления, а другие способы очень дороги или слишком сложные в выполнении.
Как показал практический опыт, наиболее оптимальным материалом для защиты стальных изделий является расплавленный цинк, который покрывает поверхность ровным тонким слоем при контакте с железом. Этот способ создания защитного покрытия называют горячее цинкование.
На открытом воздухе чистый цинк вступает в химическую реакцию окисления с атмосферным кислородом, создавая на поверхности оксидную пленку ZnO, которая способна замедлить коррозию. Однако на этом химические реакции не останавливаются. Наличие в воздухе диоксида углерода CO2 преобразует состав поверхностной пленки карбоната цинка ZnCO2, который полностью прекращает все коррозионные процессы.
Обоснование применения защитных цинковых покрытий
Для стальных конструкций, изделий и материалов горячее цинкование признано, как технология имеющая наилучшее соотношение между производственными затратами и уровнем надежности защитного покрытия. Толщина слоя цинка может быть в пределах 30-100 мкм (в большинстве случаев 40-60 мкм).
Продолжительный практический опыт эксплуатации оцинкованных изделий показал, что горячее цинкование может обеспечить защиту от коррозии:
- в агрессивных условиях промышленной эксплуатации до 55 лет;
- в жарких и влажных тропиках до 70 лет;
- в обычных условиях на открытом воздухе до 85 лет.
В нашей стране контроль и требования к защите от коррозии методом нанесения цинковых покрытий определяются ГОСТ 9.307-89.
Технология горячего цинкования
Технологический процесс нанесения защитного цинкового покрытия состоит из нескольких последовательных этапов, происходящих в режиме конвейера, в числе которых:
- обезжиривание;
- травление металла;
- промывка;
- флюсование;
- сушка и нагрев стальных изделий;
- горячее цинкование;
- охлаждение обработанных материалов.
Перед загрузкой стальных изделий и материалов должен быть произведен их осмотр и при необходимости механическая, пескоструйная или другая очистка от сильных загрязнений.
Обезжиривание
Эта операция при выполнении цинкования необходима для удаления остатков смазки и масел с поверхности обрабатываемых заготовок. Ее производят путем погружения деталей в специальный обезжиривающий раствор, нагретый до 70-80°C. Такой температурный режим позволяет полностью удалить жировые остатки и избежать в дальнейшем пропусков слоя и возможного расслоения оцинковки. После этого под сильными струями воды смывают остатки образовавшейся при обезжиривании пены.
Травление
Процесс травления направлен на очистку поверхности заготовок от остаточной окалины после термической обработки, ржавчины и оксидных пленок. Обработка производится раствором соляной кислоты с концентрацией не более 200 г/литр, подогретым до 25°C. Кислота хорошо растворяет хлориды железа, а расчетная концентрация обеспечивает сохранение для горячего цинкования чистого металла без повреждений.
Для удаления окислов и гидроксилов используют специальные ингибиторы, которые так же не оказывают химического воздействия на сталь и железо. Контроль концентрации растворов и применение правильно подобранных соотношений позволяют получить идеально чистую поверхность.
Промывка
После проведения травления необходимо тщательно удалить все остатки химически активных веществ. Для этого детали несколько раз погружают в последовательно установленные ванны и обрабатывают сильными струями воды.
Флюсование
Нанесение флюса завершает этапы предварительной подготовки поверхности перед горячим цинкованием. При этом происходит покрытие деталей сплошным слоем пленки, который предотвращает возможность дальнейшего окисления стали и обеспечивает хорошую смачиваемость поверхности расплавленным цинком.
Флюс представляет собой концентрированный до 500 г/литр раствор хлорида цинка и хлорида аммония, нагретый до 60°C. Для обеспечения гарантии качества покрытия ведется постоянный контроль плотности флюса, щелочности и содержания солей железа.
В случае изменения химического состава флюса его восстанавливают перекисью водорода, которая активно осаждает образующиеся при обработке соли.
Сушка и предварительный нагрев
На этом этапе путем постепенного нагрева обрабатываемых деталей и материалов до 100°C удаляется остаточная влага, которая может оставаться на поверхности, особенно у деталей сложной пространственной формы. Остатки воды при погружении в ванну с расплавленным цинком могут привести к его разбрызгиванию паром, деформации деталей и нарушению целостности покрытия. Кроме этого предварительный нагрев позволяет печам цинкования более экономно расходовать энергию, способствуя снижению общей себестоимости процесса.
Продолжительность сушки обычно превышает время погружения заготовок в расплавленный цинк, поэтому на линии обработки устанавливают несколько сушильных камер. И материал к ваннам подается из расчета полной загрузки.
Горячее цинкование
Качественное выполнение завершающего этапа обработки определяется:
- соответствием марки стали;
- качеством и чистотой цинка;
- соблюдением температурного режима цинкового расплава;
- временем, затраченным на погружение в цинк и обратное поднятие деталей;
Температура плавления цинка без примесей равна 419°C. В зависимости от марки покрываемой стали температура расплава горячем цинковании может находиться в пределах от 440°C до 460°C. При погружении детали в цинк происходит ее резкий нагрев, растворение пленки флюса и сплошное смачивание поверхности.
Очень важным технологическим моментом цинкования является скорость погружения деталей в расплавленный металл. При слишком малой скорости сталь нагреется до окончания процесса, и слой флюса выгорит еще до начала горячего цинкования. В случает быстрого погружения флюс не успевает расплавиться. В обоих случаях будет нарушена целостность сплошного покрытия и брак в работе.
Длительность погружения определяется инженером технологом и может составлять от 3 до 10 минут. От этого параметра зависит толщина защитного покрытия и его надежное сцепление с базовым металлом. Продолжительность выдержки определяется в зависимости от уровня требований к оцинковке, марки стали, геометрической конфигурации заготовок и некоторых других факторов.
После горячего цинкования в расплаве детали подаются для охлаждения на открытый воздух, а потом перевозятся для проверки качества выполненной обработки.
Процесс нанесения защитных цинковых покрытий требует организации довольно сложного промышленного производства. Это увеличивает стоимость готовой продукции, но можно с уверенностью сказать, что дополнительные затраты полностью окупаются за счет увеличения сроков службы деталей, конструкций и материалов.
Горячее цинкование – это метод покрытия поверхности металлического изделия слоем цинка, уступающий по своей популярности только гальванической технологии оцинковки. Между тем по стоимости выполнения, а также по долговечности формируемых цинковых покрытий данный способ превосходит электрохимическое цинкование.

Результаты испытаний болтов с различной оцинковкой в растворе соляной кислоты
Ознакомиться с требованиями ГОСТ к горячим цинковым покрытиям можно, скачав документ в формате pdf по ссылке ниже.
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.
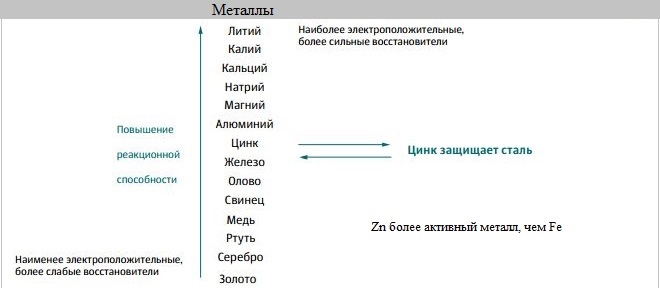
Положение цинка в электрохимическом ряду металлов
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
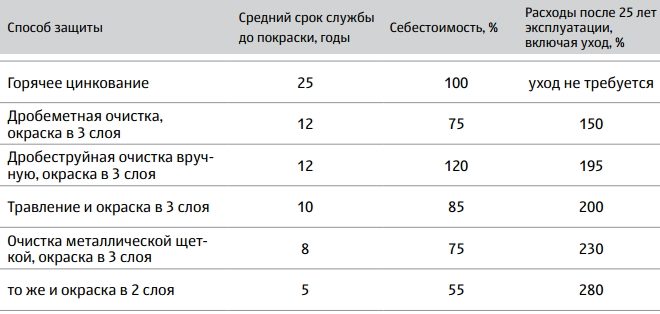
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
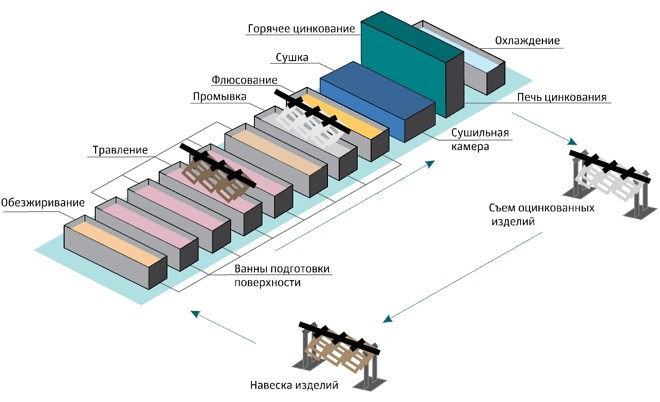
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
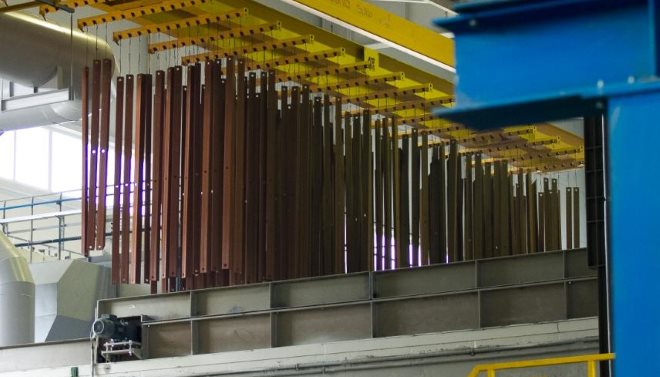
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Изделия, изготавливаемые из стали, подвергаются агрессивным воздействиям окружающей среды. Образование коррозии невозможно предупредить без обработки после производства изделия. Наиболее действенным, долговечным способом является горячее цинкование. Популярность появилась после проверки временем обработанных изделий и экономичности производства.

Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.

Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.

Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.

Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.

Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.

Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.