Содержание
- 1 2Н125Л – Станок вертикально-сверлильный
- 2 Сведения о производителе вертикально-сверлильного станка 2Н106П
- 3 2Н125Л Станок вертикально-сверлильный. Назначение, область применения
- 4 Габарит рабочего пространства сверлильного станка 2Н125Л
- 5 Общий вид сверлильного станка 2Н125Л
- 6 Расположение основных частей сверлильного станка 2Н125Л
- 7 Расположение органов управления сверлильным станком 2Н125Л
- 8 Кинематическая схема вертикально-сверлильного станка 2Н125Л
- 9 Конструкция вертикально-сверлильного станка 2Н125Л
- 10 Сверлильная головка вертикально-сверлильного станка 2Н125Л
- 11 Электрооборудование и электрическая схема сверлильного станка 2Н125Л
- 12 Установочный чертеж вертикально-сверлильного станка 2Н125Л
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Технические характеристики станка 2Н125Л приведены в табл.3. Схема расположения узлов станка показана на рисунке 3.
| Таблица 3 | |
| Наименование параметра | Величина |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | 25 мм |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0..700 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 845..1060 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 |
| Размеры рабочей поверхности стола, мм | Ø400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 525 |
| Окончание таблицы 3 | |
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 150 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 |
| Частота вращения шпинделя, об/мин | 90..1400 |
| Количество скоростей шпинделя | 9 |
| Наибольший допустимый крутящий момент, Нм | 88 |
| Конус шпинделя | Морзе 3 |
| Число ступеней рабочих подач | 3 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1; 0,2; 0,3 |
| Управление циклами работы | Ручное |
| Наибольшая допустимая сила подачи, кН | 5,6 |
| Динамическое торможение шпинделя | Есть |
| Электродвигатель привода главного движения, кВт | 1,5 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Габариты станка, мм | 770 х 786 х 2235 |
| Масса станка, кг | 620 |
Рис. 3. Схема расположения основных узлов станка 2Н125Л.
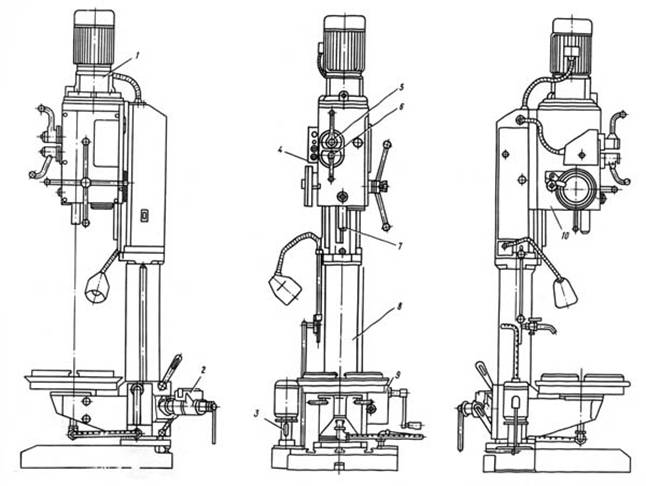
2. Тиски поворотные
5. Коробка скоростей
6. Коробка подач
8. Колонна, стол, плита
9. Механизм подъема стола
10. Сверлильная головка
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 10094 –  | 7529 –
| 7529 –  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
2Н125Л – Станок вертикально-сверлильный
Купить станочный подшипник с доставкой  Podshipnik@podshipnik.info
Podshipnik@podshipnik.info

Технические характеристики:
Станки модели 2н125л предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления в стали, мм 25
Конус Морзе шпинделя № 3
Расстояние оси шпинделя до направляющих колонны, мм 250
Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя:
До стола, мм 60 – 700
До плиты, мм 690 – 1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122, 46
Рабочая поверхность стола, мм 400 х 450
Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе:
Центрального 14Н9
Крайних 14Н11
Расстояние между двумя Т-образными пазами, мм 80
Количество скоростей шпинделя 12
Пределы чисел оборотов шпинделя, об/мин 45 – 2000
Количество подач 9
Пределы подач, мм/об 0,1 – 1,6
Наибольшее количество нарезаемых отверстий, в час 60
Электродвигатель главного движения:
Тип 4А90L4
Мощность, кВт 2,2
Габариты станка, мм (высота х ширина х длина) 2350х785х915
Вес станка, кг 880
Завод изготовитель Г. Молодечно
ООО "СТЭК" продает станок токарно-винторезный 2Н125 1985 г.в., в раб. сост.

Сведения о производителе вертикально-сверлильного станка 2Н106П
Изготовитель вертикальных сверлильных станков модели 2Н125Л – Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
Завод основан в 1947 году и является одним из старейших предприятий станкостроительной отрасли в производстве вертикально-сверлильных станков.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н125Л Станок вертикально-сверлильный. Назначение, область применения
Вертикальный сверлильный станок модели 2Н125Л с поворотным столом, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Принцип работы и особенности конструкции станка
Станок 2Н125Л относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке допускается нарезание резьб с ручным реверсированием шпинделя.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Габарит рабочего пространства сверлильного станка 2Н125Л

Габарит рабочего пространства сверлильного станка 2н125л
Общий вид сверлильного станка 2Н125Л

Фото сверлильного станка 2н125л

Фото сверлильного станка 2н125л
Расположение основных частей сверлильного станка 2Н125Л
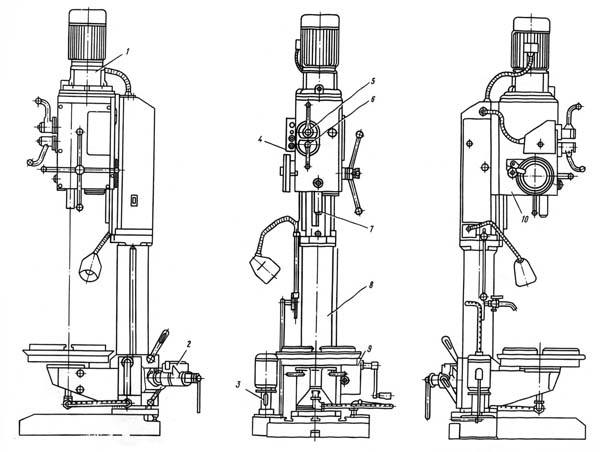
Расположение основных узлов сверлильного станка 2н125л
Перечень основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
Расположение органов управления сверлильным станком 2Н125Л
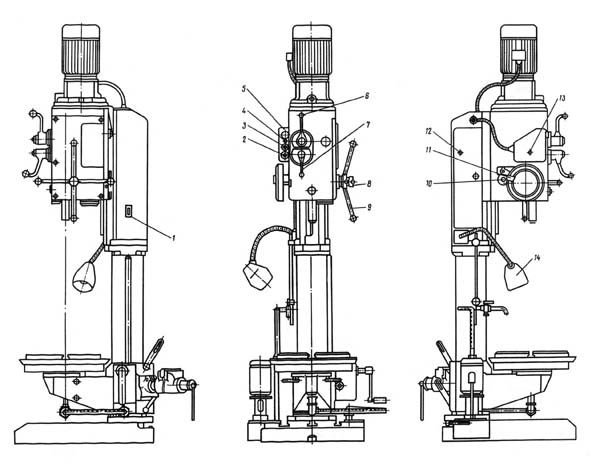
Расположение органов управления сверлильным станком 2н125л
Перечень органов управления сверлильным станком 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка "Стоп"
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
Кинематическая схема вертикально-сверлильного станка 2Н125Л
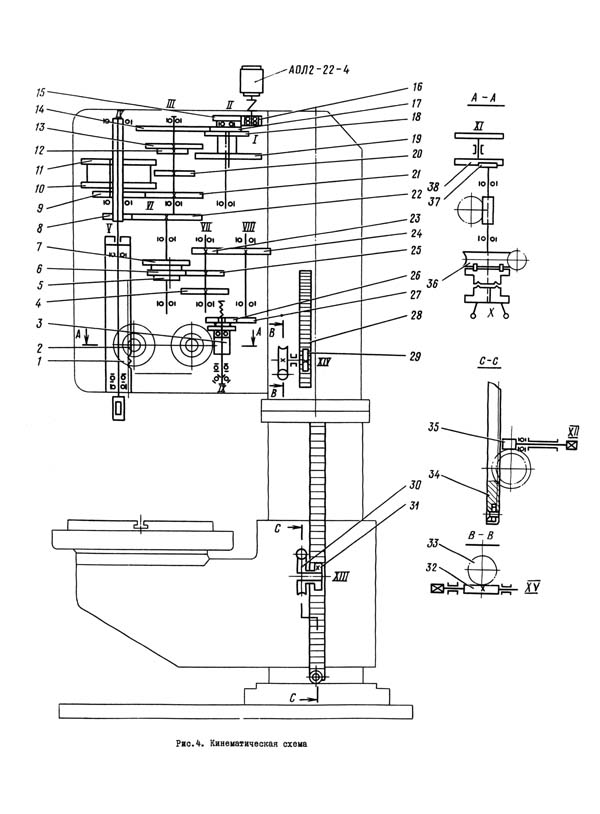
Кинематическая схема вертикально-сверлильного станка 2н125л
Конструкция вертикально-сверлильного станка 2Н125Л
Коробка скоростей
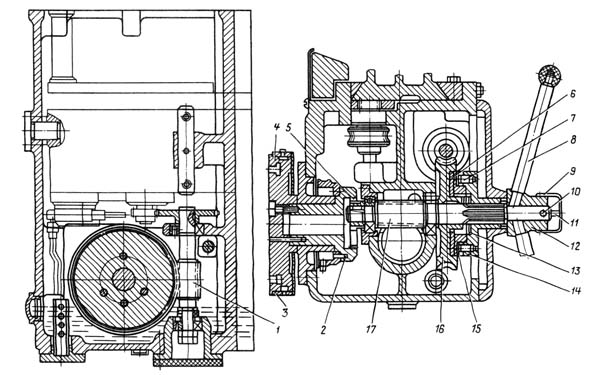
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8) , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильная головка
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Электрооборудование и электрическая схема сверлильного станка 2Н125Л
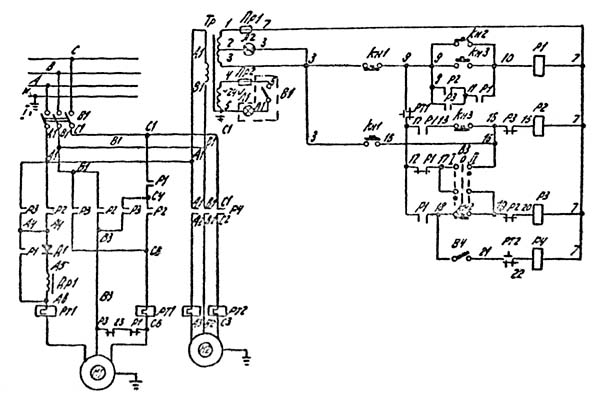
Электрическая схема вертикально-сверлильного станка 2н125л
Электрооборудование вертикально-сверлильного станка 2Н125Л
На станке установлен короткозамкнутый асинхронный электродвигатель. На станке могут применяться следующие величины напряжения переменного тока частотой 50 или 60 Гц:
- силовая цепь 220, 380, 440 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 24 В
Установочный чертеж вертикально-сверлильного станка 2Н125Л
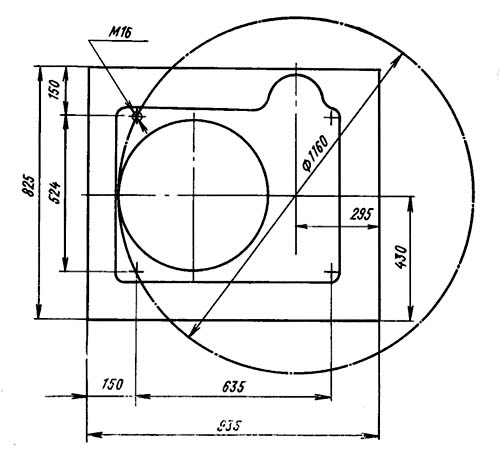
Установочный чертеж вертикально-сверлильного станка 2н125л
