Содержание
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. После всех этих процедур лента готова к заточке.
Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
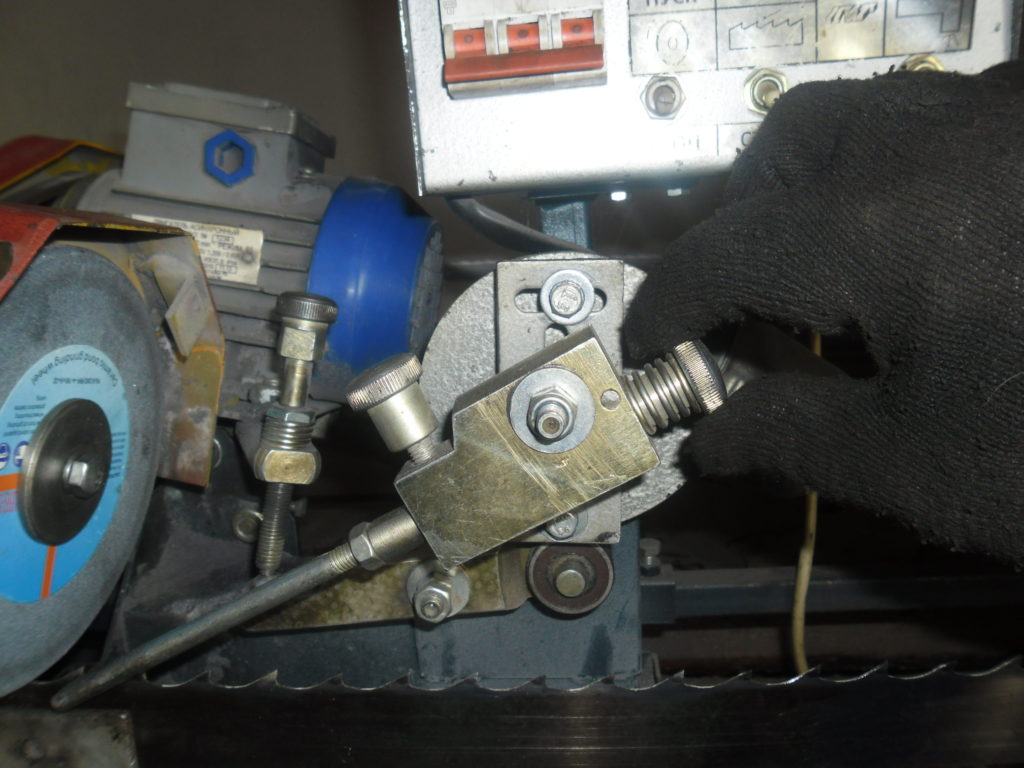
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. Сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки, для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов и во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Правка производится инструментом алмаз или простым крупным камнем.

Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков, так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости, для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи, он уменьшает либо увеличивает обороты двигателя.
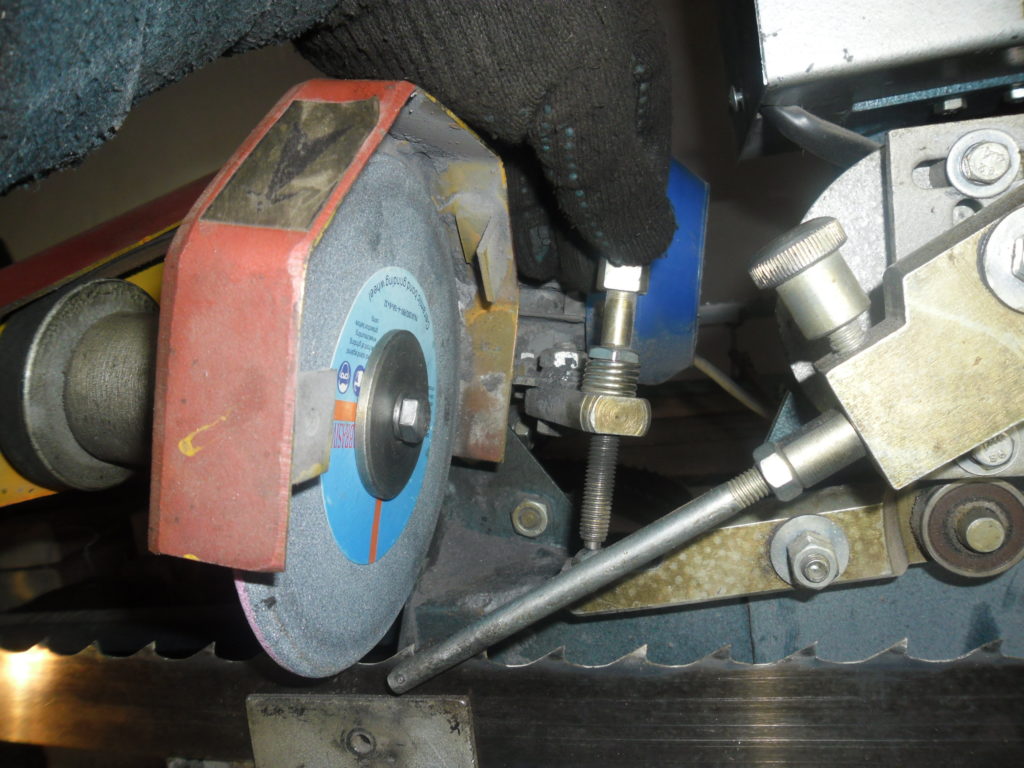
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад и следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень с помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень, так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
 Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей, угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки, но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Заточка ленточных пил по дереву видео.
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
![]()
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
![]()
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
![]()
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
![]()
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
![]()
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
![]()
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
![]()
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
![]()
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
![]()
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
![]()
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
![]()
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
![]()
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.

Заточка ленточных пил хромванадиевых CrV, биметаллических HSS, твердосплавных HW
| № | Наименование услуги | Ед. изм. |
|---|---|---|
| 1 | Ленточные пилы мебельные CrV, шириной до 50 мм | 1 метр |
| 2 | Ленточные пилы по металлу Bi-M, шириной до 27 мм | 1 метр |
| 3 | Ленточные пилы по металлу Bi-M, шириной до 41 мм | 1 метр |
| 4 | Ленточные пилы по металлу Bi-M, шириной до 80 мм | 1 метр |
| 5 | Ленточные пилы по металлу HW, шириной до 41 мм | 1 метр |
| 6 | Ленточные пилы по металлу HW, шириной до 67 мм | 1 метр |
| 7 | Ленточные пилы для мяса и рыбы, шириной до 20 мм | 1 метр |
- Действует гибкая система скидок от объема заказа услуг;
- Возможна выборка и доставка инструментов нашим автотранспортом в пределах 150 км от Москвы.
- Мы осуществляем бесплатную выборку и доставку инструментов в любой город России, где работает терминал транспортной компании "Деловые Линии".
Наше оборудование и технологии:
- Заточка осуществляется на современном оборудовании производства Германии и Италии (преимущественно VOLLMER);
- Основные операции производятся в полностью автоматическом режиме;
- Инструменты проходят входной и выходной контроль качества на измерительном комплексе;
- Применяются только оригинальные заточные круги и масляная СОЖ;
- Персонал прошёл обучение у специалистов фирм-производителей оборудования;
- Заточка осуществляется по высоким стандартам SÄGEDOKTOR.
