| Наименование параметров | WP-18 |
| Номинальный сварочный ток (DC), А | 350 |
| Номинальный сварочный ток (AC), А | 250 |
| Продолжительность включения на максимальном сварочном токе (ПВ), % (при водяном охлаждении) | 100 |
| Тип охлаждения | вода |
| Диаметр вольфрамового прутка, мм | 0,5 ― 4,0 |
Особенности:
– эргономичная рукоятка горелки делает ее максимально удобной при выполнении сварочных работ;
– наличие газового вентиля (V) на рукоятке подчеркивает универсальность горелки и позволяет использовать ее на большинстве сварочных аппаратах различных производителей;
Сроки доставки: 1-2 дня
Срок доставки зависит от пункта назначения и согласовывается индивидуально с менеджером.
Стоимость доставки до представительства ТК может составить 500 руб.
Важно: Выбранная транспортная компания должна иметь представительство в Москве.
 Аргонодуговая сварка является одним из самых надежных и качественных видов соединения металлических деталей. При использовании данного способа сварки можно соединять детали из практически любых металлов и их сплавов. При должном навыке сварщика и правильно подобранном режиме с оборудованием получаются швы превосходного качества с эстетическими наплывами. В данном разделе мы рассмотрим горелку для ручной аргонодуговой сварки, но они также бывают механизированные для сварки в составе роботизированных сварочных линий.
Аргонодуговая сварка является одним из самых надежных и качественных видов соединения металлических деталей. При использовании данного способа сварки можно соединять детали из практически любых металлов и их сплавов. При должном навыке сварщика и правильно подобранном режиме с оборудованием получаются швы превосходного качества с эстетическими наплывами. В данном разделе мы рассмотрим горелку для ручной аргонодуговой сварки, но они также бывают механизированные для сварки в составе роботизированных сварочных линий.
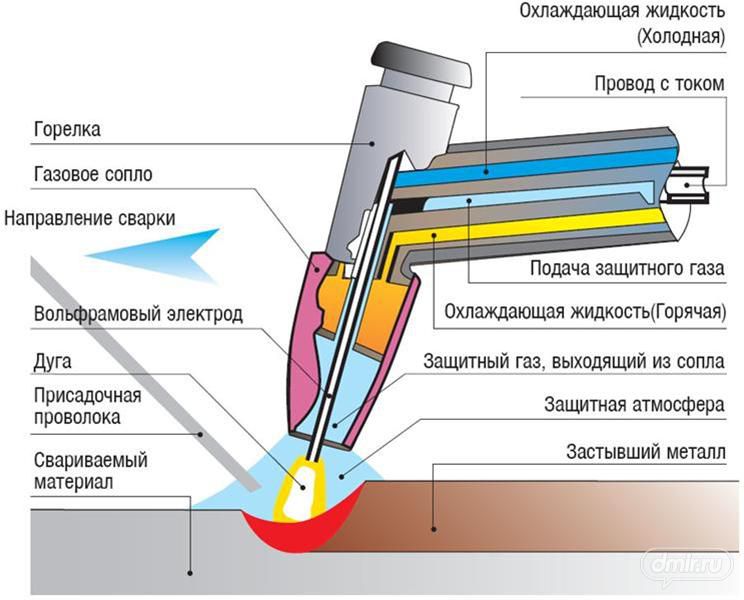
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить вольфрамовый электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
При выборе горелки надо учитывать какой аппарат будет комплектоваться этой горелкой, это поможет определить её тип и подобрать разъемы ее подключения к аппарату.
Если управление аппаратом (поджиг дуги, подача газа и ведение сварки) осуществляется с помощью кнопки на горелке, которая подключается к соответствующему разъему на панели управления аппаратом, то выбирайте горелку с кнопкой.
Если для начала процесса сварки дуга возбуждается касанием, и на аппарате не установлен разъем управления для подключения горелки, а газ напрямую из баллонного редуктора подается в горелку, то выбирайте горелку с вентилем, который позволит перекрывать газ после сварки.
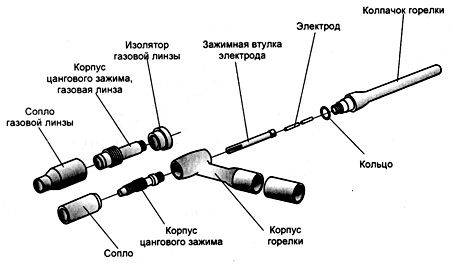
Устройство сварочной горелки
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.