Замена микросхемы БП NCP1055 на TNY275 в сварочном аппарате Fubak160
Схема сварочного инвертора Микро СВИ-205
Схема сварочного инвертора Fubag IN 160
Схема сварочного инвертора FUBAG IN 130
Схема сварочного инвертора FUBAG IN 163
Схема сварочного инвертора FUBAG IN 190
Схема сварочного инвертора Ресанта САИ-140SE
До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Не каждая электрическая сеть способна выдержать такую нагрузку. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий.
Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Отличительные черты инверторов
Любое инверторное устройство по своей сути является блоком питания, внутри которого происходят физические процессы преобразования электроэнергии.
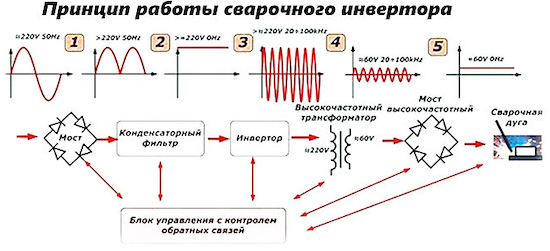
В сварочных инверторных устройствах они протекают по следующей схеме:
На начальном этапе выполняется преобразование входного переменного напряжения (220 В, 50 Гц) в постоянный ток.
На втором этапе осуществляется обратное превращение тока с постоянной синусоидой в переменный ток с высокой частотой.
Затем созданное напряжение понижается, осуществляется окончательное выпрямление тока с сохранением требуемых высокочастотных показателей. Этот порядок нужно знать, если требуется собрать сварочный инвертор своими руками.
Именно такой порядок действий дал возможность для снижения размеров и веса инверторных устройств. Старая сварочная аппаратура функционировала совсем по другому принципу. Здесь снижение напряжения на первичной обмотке, приводило к росту силы тока во вторичной трансформаторной обмотке. Полученная таким образом сила тока огромного значения, позволила применить дуговой способ сваривания. Поэтому, на вторичной обмотке пришлось снизить количество витков, но увеличить одновременно размеры сечения проводника. Подобная схема делала конструкцию очень громоздкой и тяжелой.
Электрическая схема сварочного инвертора дала реальный шанс повысить частотные показатели рабочего тока до 60, а в некоторых моделях и до 80 кГц без увеличения массы и размеров. В схеме были использованы полевые транзисторы, взаимодействующие между собой на таких же высоких частотах. Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Взаимодействие основных узлов и деталей инвертора
На входе устройства обязательно нужен постоянный сигнал. Он получается с помощью сетевого выпрямителя, превращающего напряжение 220 вольт в постоянный ток. Основой конструкции этого модуля служит стандартный диодный мост и конденсаторы, сглаживающие пульсации после выпрямления.
Под действием высоких токов даже простейший диодный мост сильно нагревается и требует постоянного охлаждения в процессе работы. Во многих моделях установлен специальный радиатор и термический предохранитель, выполняющий отключение при нагреве моста до 90 градусов.
При подключении сварки к сети происходит сильное увеличение зарядного тока конденсаторов. Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Пройдя через выпрямительный модуль, напряжение, увеличенное до 310 В, попадает на участок импульсного преобразователя с ключами – транзисторами. Данные компоненты превращают подводимое напряжение в импульсные сигналы прямоугольной формы, частотой 60-80 кГц. Ключевым транзистора во время работы также требуются радиаторы охлаждения.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. Он отличается компактными размерами и незначительным весом. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. В приемную обмотку поступают прямоугольные импульсы на 310 В и частотой 60-80 кГц. Одновременно с этим, напряжение во вторичной обмотке за счет малого количества витков понижается до 60-70 вольт, а выходной ток увеличивается до 110-130 А и окончательно выпрямляется.
С этой целью сигнал от трансформатора поступает к выходному выпрямителю. Именно здесь появляется постоянный ток, под действием которого возникает сварочная дуга. В схеме используются сдвоенные диоды, имеющие высокое быстродействие и определяющие максимальное потребление тока всего инвертора. Данные элементы также охлаждаются с помощью радиаторов.
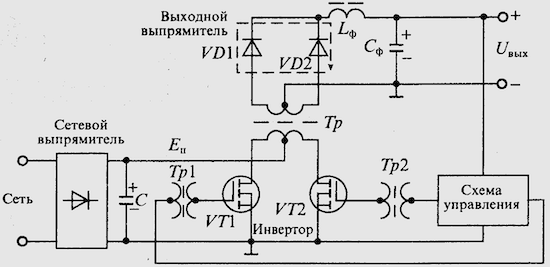
Принципиальная схема сварочного инвертора
Одной из основных функций инверторных сварочных установок является возможность увеличения частоты тока с 50 Гц стандартного значения, до 60-80 кГц, требуемых для работы. Все регулировки на выходе устройства производятся уже с высокочастотными токами, с использованием компактных малогабаритных трансформаторов. Частота увеличивается на том участке инверторной схемы, где предусмотрено расположение контура на основе мощных силовых транзисторов. На эти транзисторы возможна подача исключительно постоянного тока, поэтому на входе и выполняется выпрямление переменного напряжения.
Принципиальная схема сварочного инвертора условно разделяется на две составляющие. Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
Сглаживание или фильтрация этих импульсов производится электролитическими конденсаторами, установленными за диодным мостом. Следует помнить, что напряжение, выходящее из моста, приблизительно на 40% превышает его величину на входе. Из-за этого диоды выпрямителя подвергаются сильному нагреву, и их работоспособность может заметно снизиться. Защита от перегрева элементов выпрямителя осуществляется радиаторами, включенными в конструкцию. Непосредственно на диодном мосту установлен термический предохранитель, отключающий питание при нагреве свыше 80-90 градусов.
Работа преобразователя приводит к созданию высокочастотных помех, попадающих через вход в электрическую сеть. Во избежание подобных ситуаций, перед выпрямителем производится установка фильтра, обеспечивающего электромагнитную совместимость. Такой фильтр включает в себя дроссель и конденсаторы.
Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста. Они переключаются между собой с высокой частотой и формируют переменный ток с такой же частотой, в пределах десятков или даже сотен килогерц. Результатом таких преобразований является переменный ток высокой частоты с прямоугольной амплитудой.
На выходе инвертора требуется получить постоянный ток с показателями, достаточными для выполнения сварочных работ. Эта функция выполняется понижающим трансформатором, расположенным сразу же за транзисторной схемой. Окончательное получение постоянного тока на выходе производится выпрямителем высокой мощности, собранным на основе диодного моста.
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе. Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку. Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Как устранить неисправности инвертора
В некоторых случаях нарушения правил эксплуатации могут привести к выходу из строя даже самых надежных компонентов схемы сварочного инвертора. Основными причинами являются сбои в системах охлаждения, эксплуатация устройств в условиях повышенной влажности или запыленности. Большое количество пыли, осевшей на радиаторе, создает препятствие движению воздуха и своевременному отводу тепла. Поэтому производители рекомендуют периодически чистить аппаратуру.
Поиск возможных неисправностей нужно начинать от простого к сложному, поскольку современные схемы оборудованы многоступенчатой защитой от коротких замыканий и перегревов. Следует внимательно изучить инструкцию, где подробно указаны особенности эксплуатации конкретного устройства.
Среди основных причин возможных неисправностей можно выделить следующие:
Напряжение в сети слишком высокое или низкое. Инвертор сохраняет свою работоспособность в пределах 170-250 вольт.
Использование сетевого провода слишком большой длины или с небольшим сечением. Минимальное сечение должно быть не ниже 2,5 мм 2 , а длина питающего кабеля – не более 30 м.
Длина стандартного сварочного кабеля не превышает 3 м, а сечение – 35-50 мм 2 . Нарушение этих параметров приводит к сбоям в работе.
Некачественные контактные соединения силового и питающего кабеля.
В случае обнаружения неисправности, рекомендуется не ремонтировать сварочный инвертор самостоятельно, особенно если схема слишком сложная. Лучше всего – пригласить специалиста для проведения окончательной диагностики на соответствующем оборудовании.
Плюсы и минусы сварочных инверторов
Основными преимуществами инверторных устройств являются следующие:
Использование современных технологий позволило снизить массу аппаратов до 5-12 кг, в зависимости от модели. Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.
Высокий КПД инверторов – до 90%. Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов.
Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
Универсальность и широкий диапазон регулировок позволяют работать с разными металлами, использовать разные технологии сварки.
Множество полезных дополнительных опций: плавный пуск, антизалипание, форсаж и другие.
Напряжение, подаваемое на дугу, отличается высокой стабильностью. С этой целью автоматика обеспечивает взаимодействие всех компонентов схемы, создавая наиболее оптимальные условия для работы.
Даже простой инвертор может работать с любыми типами электродов.
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ.
В качестве минусов отметим недостатки, не оказывающие влияния на качество работ:
Высокая стоимость инверторов, примерно на 20-50% превышающая цену обычной аппаратуры.
Транзисторы обладают повышенной уязвимостью, а их стоимость иногда составляет 60% от цены всего устройства.
Невозможность производить сварку инверторами в сложных условиях эксплуатации.
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
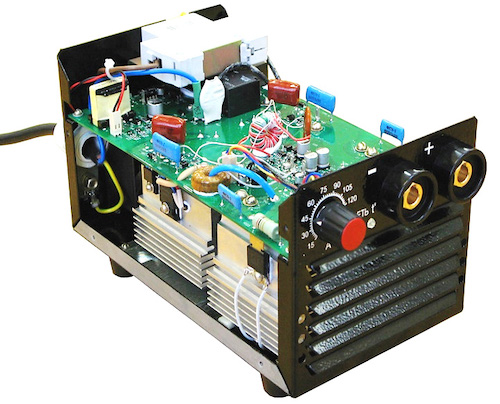
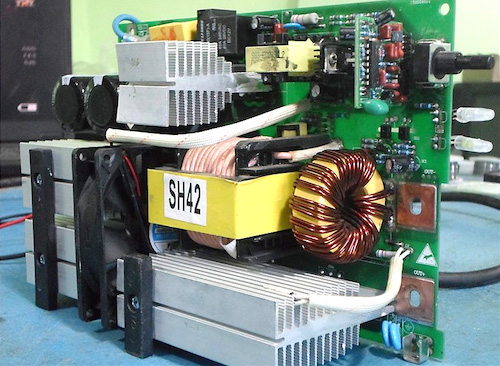
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
электродуговой сварки плавящимся и неплавящимся электродами;
сварки по полуавтоматической и автоматической технологиям;
плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.
Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
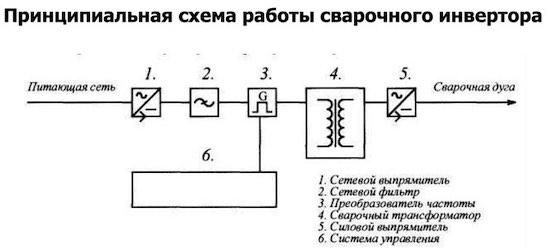
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
блок питания элементов слаботочной части электрической схемы инверторного аппарата;
ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
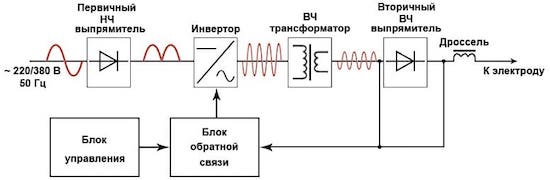
В наиболее простом изложении принцип работы инвертора выглядит так.
Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.
Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.
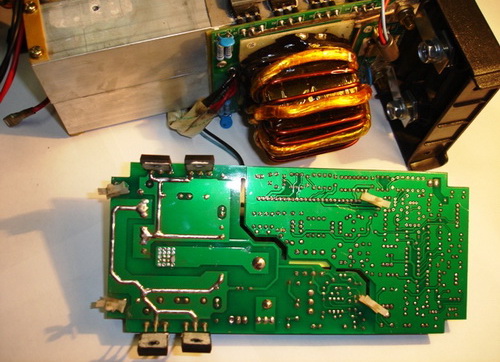
Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.
Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.