
Итак, пороги установлены. все готово. Начинаем варить днище.
С днищем все оказалось просто. Режешь кусок днища (невзирая — ржавый он или нет — какая уже теперь разница) По нему отрезаешь кусок нержавейки и ввариваешь. У такой латки по любому хоть один край но граничит с нержавейкой, вот его и ввариваешь основательно, а там где старый метал еще — там просто пару прихваток, чтоб не расползлось.
По итогу само по себе днище получилось быстро и просто.

Центральный тоннель, поскольку он как никак является элементом жесткости, режем по частям. сначала одну сторону до половины, потом другую, и поверх пластину для усиления.

Так-же я оставил недоваренные прямоугольные отверстия, примерно на тех местах где будут стоять подушки кузова.
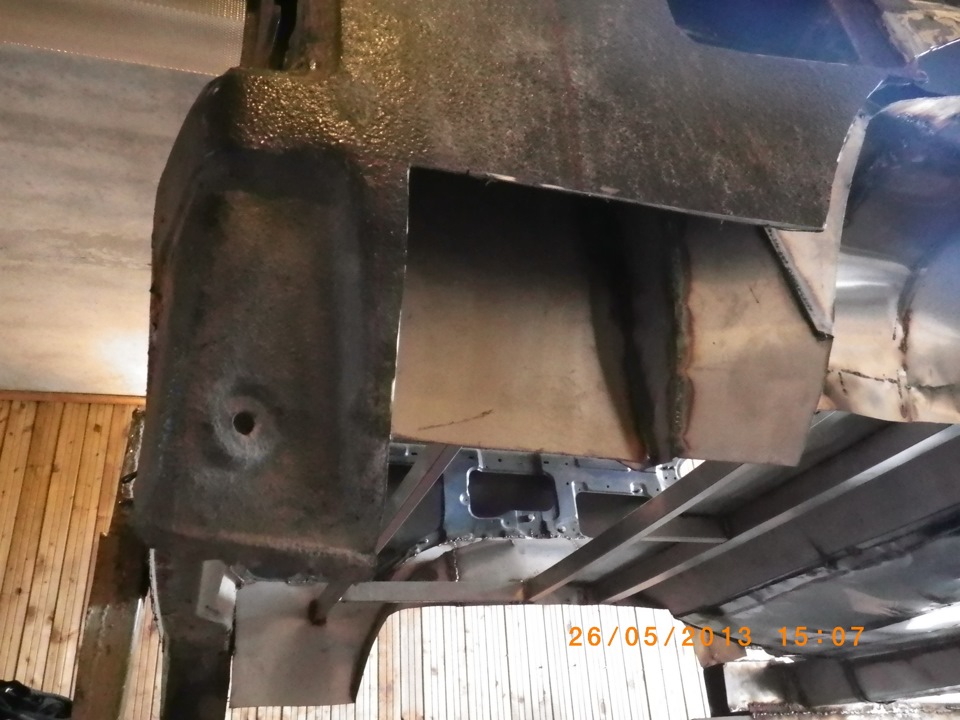
Постепенно я добрался и до багажного отделения.
Там я решил делать каркас из труб 20×40 и потом зашивать его листами нержи.




Серьезной неприятностью обернулась задняя часть задней правой арки. Там у нас горловина заливная. будь она проклята.
Какого то алгоритма особого или рецепта тут нет. Это сложное место, и варить его сложно. Рецепт тот-же что и при поедании слона… по кусочкам…

В общем, кроме заливной горловины, ничего сложного в переварке багажника и внутренних частей задних арок нет. режь да вари.


Собственно днище и арки и багажник сделаны.
Осталось:
— задняя балка (на которой скоба замка и задний ряд подушек)
— наружные части задних арок
— обварка внешних боковин
ну и на закуску
— передние стойки,
— стыки моторного отсека
— передние брызговики,
— ВСЯ морда целиком…
Эллиптические днища, торосферические днища и эллиптические заглушки благодаря рациональной форме и надежности в работе получили широкое применение при производстве сосудов, аппаратов, резервуаров и емкостей, работающих под давлением

При производстве оборудования в России и Европе использовались разные типы днищ: в России – эллиптические, в Европе – торосферические. Сегодня, с появлением доступного оборудования и технологий для изготовления торосферических днищ, мы применяем оба типа днищ.
Эллиптические днища и заглушки изготавливаются методом горячей штамповки из плоских круглых заготовок, состоящих из одной или нескольких частей. Торосферические днища изготавливается способом холодной прокатки (фланжирование) и отбортовки из круглых заготовок.
Производство деталей путем вращения (фланжирования) отличается от процесса горячей штамповки меньшей производительностью, но имеет большую точностью размеров и формы изделий. В отличие от эллиптических днищ, изготовленных штамповкой нагорячо в жесткой оснастке,торосферические днища могут обладать любым диаметром. Это удобно, если нужно задать произвольный размер изделия в ограниченном пространстве. Толщина днищ и заглушек, производимых штамповкой, начинается с 4–6 мм, а производимых фланжированием начинается с 2–3 мм. Разница в несколько милиметров может существенно сказаться на стоимости изделия.
Днище состоит из выпуклой части, представляющей в разрезе эллипс или сферу, и цилиндрической отбортованной части.
изготавливаются в соответствии с ГОСТ 6533-78 с толщиной стенки от 4 до 30 мм и внутренним диаметром от 250 мм до 3400 мм. изготавливаются в соответствии с требованиями ОСТ 26-291-94, ГОСТ 52630-2012, ГОСТ 14249-89 с толщиной стенки от 3 до 40 мм и диаметром от 600 до 7000 мм. изготавливаются в соответствии с ГОСТ 17379-2001 с толщиной стенки от 3 до 16 мм и внутренним диаметром от 25 мм до 630 мм.

Размер торосферического днища задается тремя параметрами: радиус сферы, радиус отбортовки и высота цилиндрической части.
Размер эллиптического днища задается несколькими параметрами:
h1 – высота цилиндрической части эллиптического днища.
Dв,Dн – внутренний (наружный) диаметр эллиптического днища.
S – толщина стенки эллиптического днища.
hв, hн – внутренняя (наружная) высота эллиптической части днища.
Высота эллиптической части днищ hв = 0,25 Dв, а высота отбортовки в зависимости от базового диаметра и толщины стенки составляет от 25 до 120 мм.
Материал изготовления днищ и заглушек: Ст3сп; 09Г2С; 12Х18Н10Т и другие марки углеродистых, низколегированных и коррозионностойких сталей.
Эллиптические днища по ГОСТ 6533-78 обозначаются в зависимости от размеров:
– с наружными базовыми размерами Дн=630мм, S= 10мм: днище 630-10
– с внутренним диаметром Dв=2000мм, толщиной стенки s=10мм и высотой эллиптической части hв=400мм: днище 2000-10-400
Цены на заглушки эллиптические из стали 3 по ГОСТ 17379-2001 (в рублях с учетом НДС 20%):
Наименование изделия, диаметр Dн, мм

Днища из нержавеющей стали
(дно нержавейка)
Днище является неотъемлемой составляющей любого резервуара. Изделие должно соответствовать требованиям по рабочему давлению и обеспечивать удобство в эксплуатации. Компания MV STEEL GROUP предлагает купить днища из нержавеющей стали по выгодной цене.
Самыми распространенными являются следующие типы днищ:
эллиптическое;
коническое;
Плоское.
Конические нержавеющие днища чаще всего используются для хранения кусковых, сыпучих и жидких материалов. Благодаря конструкции такого дна, содержимое равномерно распределяется по сосуду и легко удаляется из него. Изготавливается изделие с помощью сваривания заготовки и холодного фланжирования.
Эллиптическое дно широко используется в промышленности благодаря устойчивости к высокому давлению. Создается оно или с помощью штамповки (когда диаметр модели составляет меньше 2 м), или с помощью холодного фланжирования и сварки (когда диаметр больше 2 м). Такое днище устанавливается на резервуары, рабочее давление которых составляет до 16 МПа. Применяется оно в нефтеперерабатывающей, химической и газовой промышленности.Такие днища устанавливаются на резервуары с невысоким давлением.
Плоские днища не используются в сосудах с высоким рабочим давлением из-за недостаточной прочности. Поэтому, такое дно устанавливается на сосуды с давлением до 0,07 МПа или на резервуары под налив. Изготавливается с помощью холодной раскатки или сваривания заготовки.
Чтобы купить днища из нержавейки в Москве, звоните по телефонам, указанным на сайте или напишите нам.