
В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки:
– пылесос (чем мощнее, тем лучше);
– духовка (нужна для разогревания пластика);
– деревянные бруски;
– дрель;
– саморезы;
– шуруповерт или отвертка;
– фанера или ДСП (толщина 16 мм);
– силикон (в качестве герметика);
– ДВП для рабочей поверхности (подойдет и фанера);
– алюминиевый скотч;
– дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
Шаг первый. Размеры вакуумного станка
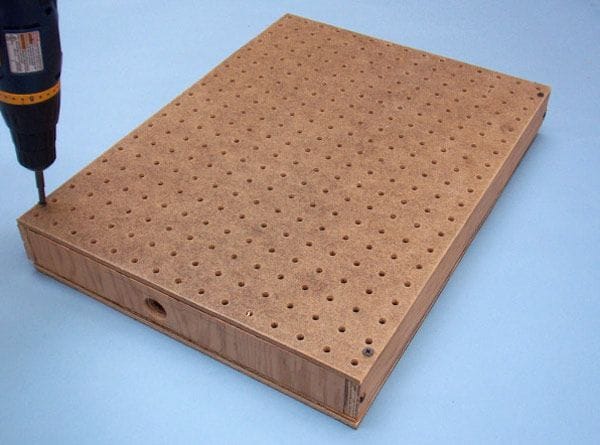
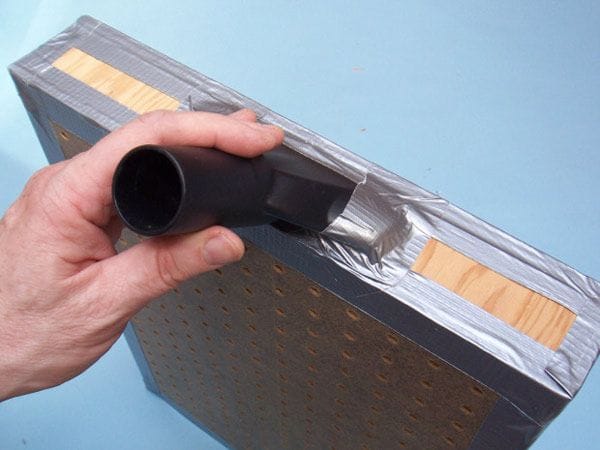
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.




Шаг четвертый. Формы для самоделок. Процесс создания изделий
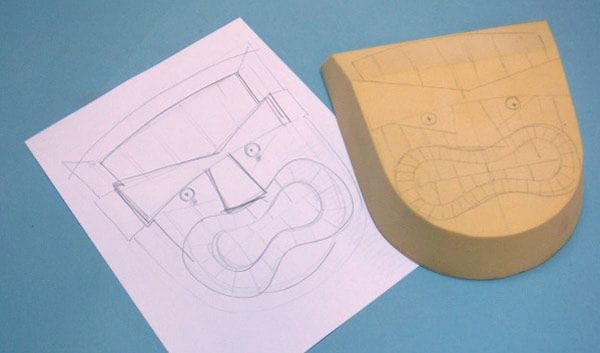
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
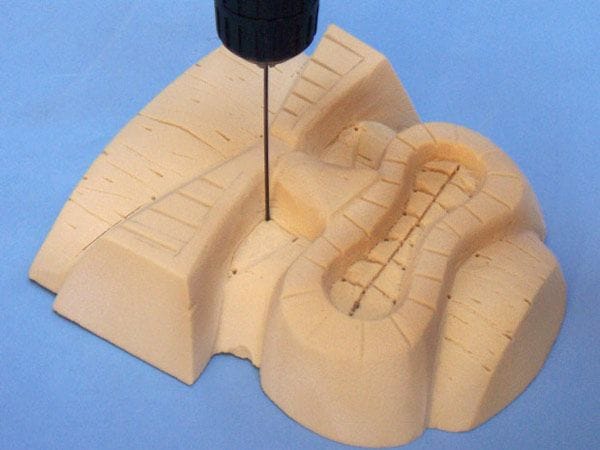
Если на форме есть вогнутые места, то здесь нужно просверлить отверстия, чтобы пластик могло «засосать» в эти углубления. Подойдет сверло диаметром 0,1 – 0,5 мм.


Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.







Мне всегда нравилось тема литья металла. Я долго шел к тому, чтобы попробовать. Совсем недавно я начал пробовать лить алюминий в песчаные формы, и для тех, кто следит за моим ютуб каналом это не новость. Посвятив этому несколько роликов и проанализировав свой результат, я пришел к выводу, что подход у меня крайне кустарный.
Пришло время это исправлять! Я решил затронуть ювелирную технику литья. В будущем это сыграет мне на руку в изготовлении декоративного оружия и прочих металлических вещей.
Я планирую в кратчайшие сроки собрать себе полный набор оборудования, который позволит мне получать качественные отливки, а именно:
-вакуумная литейная машина с вибростоликом для формовки
-муфельная печь с программируемым контроллером
-печь для плавки
И я уже приступил к делу!

В видео под этим текстом я начал собирать вакуумную литейную машину.
Если говорить по делу, то мне удалось заполучить хороший вакуумный насос (нельзя сказать, что мне повезло, ведь я целенаправленно вел его поиски). Вакуумный насос в данном случае- самый важный агрегат. Все остальное мы можем сделать своими руками. Собственно, как я и сделал.
До последнего у меня не было четкого плана и чертежа, я просто знал, как это примерно выглядит.
Я обратился к токарю за помощью. Вместе с ним мы выточили детали для вакуумного стакана.
Вакуумный стакан нужен для фиксации в нем прокаленных опок непосредственно перед отливкой для последующего всасывания расплавленного металла в форму путем удаления воздуха из этого вакуумного стакана.
Наверное, размеры стакана каждый должен выбрать себе сам. Я пролистал сайты с ювелирной оснасткой и посмотрел на размеры типовых опок и чтобы далеко не уходить от стандартов, выбрал размер внутренний для стакана в 140 мм. В последствии он был увеличен до 170 мм, так как в наличии более подходящей трубы не нашлось у токаря. С запасом на будущее, так сказать. Высота моего стакана 190 мм, толщина стенки около 10 мм.


Опоки я так же изготовил себе 3х размеров:
-диаметр 50 мм и длина 90 мм
-диаметр 90 мм и длина 140 мм
-диаметр 120 мм и длина 130 мм
(пишу по памяти и могу ошибиться слегка, но это не так важно, главное, чтобы опоки свободно помещались в ваш стакан, а у меня он, если вы помните 170 х 190)
Опоки имеют разный диаметр, но все они меньше стакана значительно. Как быть? Все просто, нужны переходные фланцы, которые будут иметь внешний диаметр как у фланца вакуумного стакана, чтобы можно было свободно ставить один на другой и помещать между ними прокладку для герметизации во время литья. А внутренний диаметр должен быть чуть больше конкретной опоки, чтобы горячая опока свободно входила в него. (у опок так же есть фланцы, которыми она опирается на переходное кольцо через резиновую прокладку) .

Я закупил много метров 25го уголка для работы и приступил к сборке.
Поставил рядом насос и стакан (который я сварил заранее. В видео это показано)
и измерил рулеткой будущие габаритные размеры каркаса.
Собрав коробку, я установил агрегаты так , как они будут стоять и закрепил их в каркасе.
Дальше я приступил к сборке вибростолика.

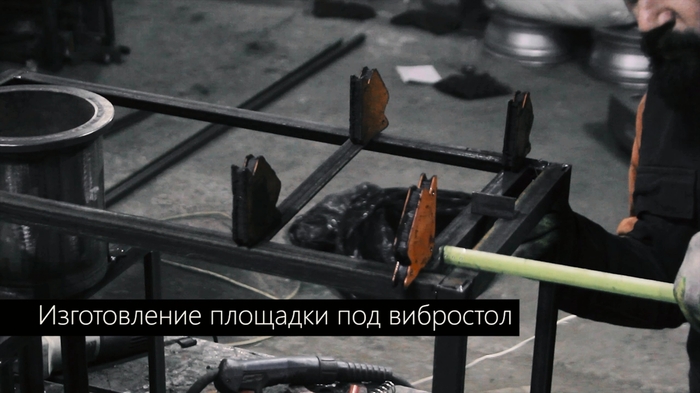
Вибростолик необходим для формовки, а именно:
-для удаления пузырьков воздуха из силикона в процессе замешивания и после заливки модели (снятие "резинки")
-для удаления воздуха непосредственно из формомассы на основе гипса для качественной формовки.
Во время пневматической разводки, к столику так же будет подходить штуцер от вакуумного насоса для вакуумизации смесей. Вибростол, в данном случае, является вспомогательным приспособлением для улучшения газоудаления.
С ним все совсем просто. Столешница крепится на пружинах через шпильки к корпусу для сохарнения подвижности, а на обратной стороне стола крепится мотор с эксцентриком.
Можно много писать и рассказывать, но все подробности действий вы можете увидеть в видео.
Вашему вниманию представлена первая часть видео с изготовлением каркаса машины, вакуумного стакана, вибростолика и расстановка агрегатов и узлов по своим местам.
Во второй части будет показана установка пвх разводки с кранами и фильтром, электрическая часть и полная сборка станка.

Для тех, кто не смог посетить Top 3D Expo, рассказываем о мелкосерийном производстве пластиковых деталей методом вакуумного литья в силикон, мастер-класс по которому был организован на конференции с помощью наших друзей из «Фолипласт».
Видео
Схема мелкосерийного производства из пластмассы

Сначала производится 3D-сканирование необходимой детали, далее — создается 3D-модель и, с помощью одного из методов 3D-печати, изготавливается прототип/мастер-модель, на основании которой уже можно получить, с помощью вакуумно-литьевых систем и силиконовой оснастки, партию готовых полиуретановых деталей.
Назначение технологии вакуумного литья

На текущий момент серийность всех изделий по России снижается и находится в области мелких/средних серий. Таким образом, технология вакуумного литья стала востребована для производства таких серий.
Преимущества вакуумного литья

Главное преимущество — очень короткие сроки изготовления, после создания 3D-модели, и использование материалов с различными свойствами, в том числе и двухкомпонентных полиуретанов, которые имитируют основные пластмассы и резину. При этом изделия не имеют внешних отличий и полностью соответствуют изделиям изготовленным на традиционном термопластавтомате (ТПА) из классичего материала, и подойдут для отработки технологии. Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Мы сосредоточились на двух производителях вакуумных литьевых систем — это немецкая компания KLM и китайская компания WINGS TECHNOLOGY. В таблице выделены зеленым цветом самые основные/важные параметры, на которые следует обратить внимание при подборе оборудования.
Вакуумные литьевые системы KLM, Германия


Вакуумные литьевые системы WINGS TECHNOLOGY, Китай


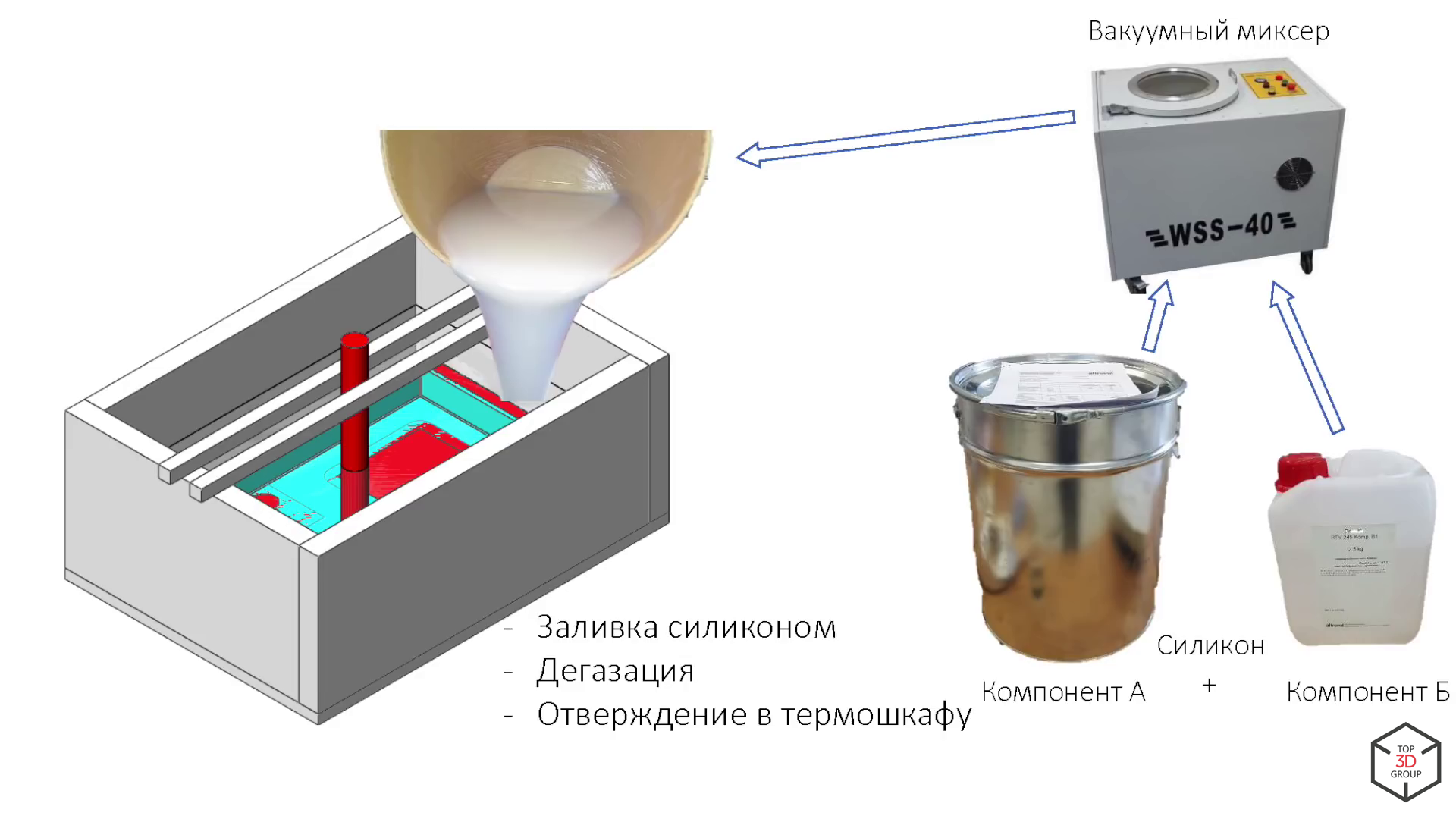
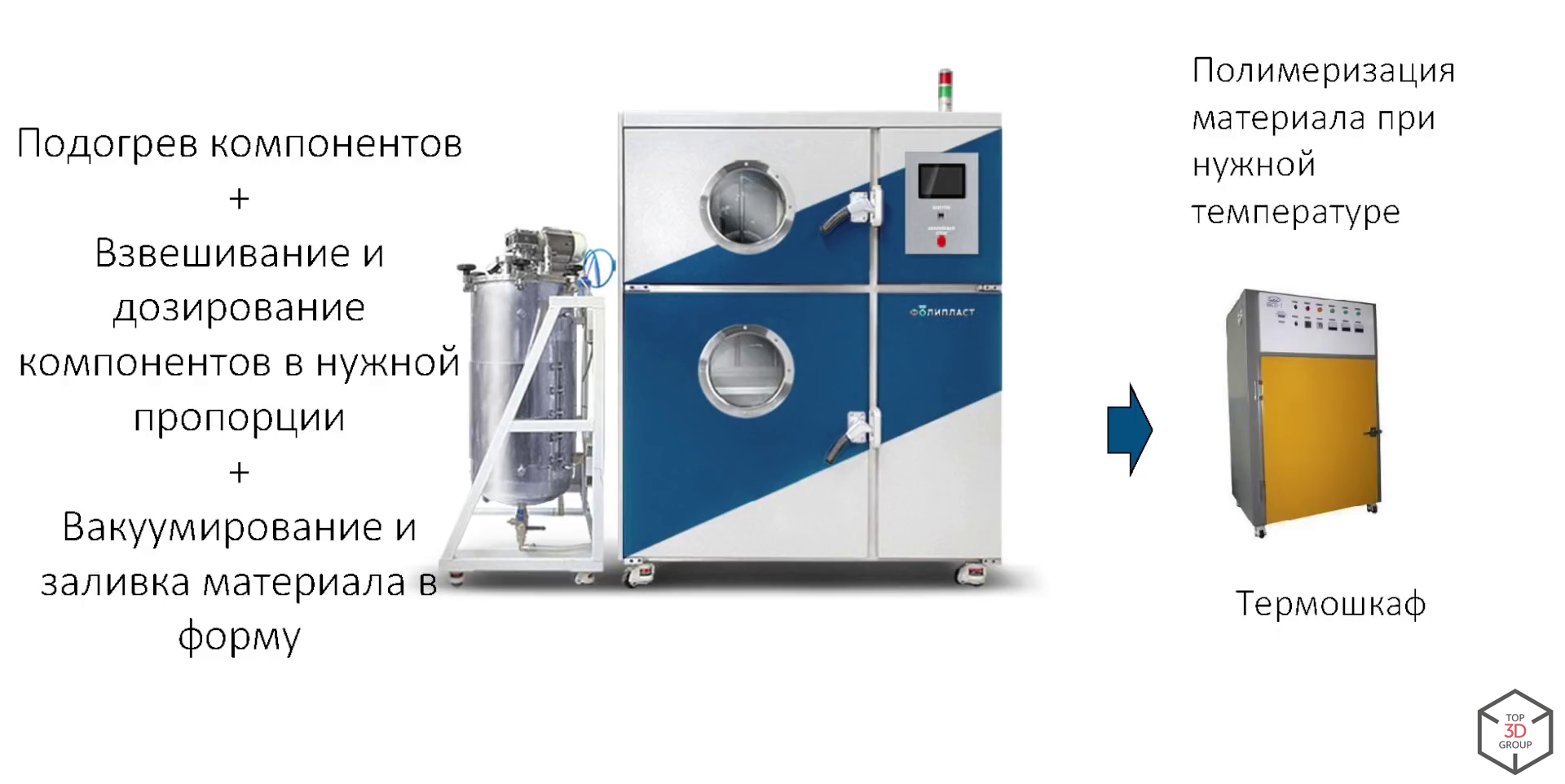
При изготовлении силиконовых форм и литье в них используется вспомогательное оборудование — термошкаф (нагревание материалов до 40 градусов перед заливкой, полимеризация при 60/70/80 градусах), вакуумный миксер (для изготовления силиконовой оснастки — одновременное вакуумирование и перемешивание силикона, удаление пузырьков воздуха из силикона), дозатор силикона (автоматическая дозировка и подача силикона).

Используются полиуретаны и силиконы для литья. На рынке достаточно большое количество компаний предлагающих материалы, основные производители представлены ниже.

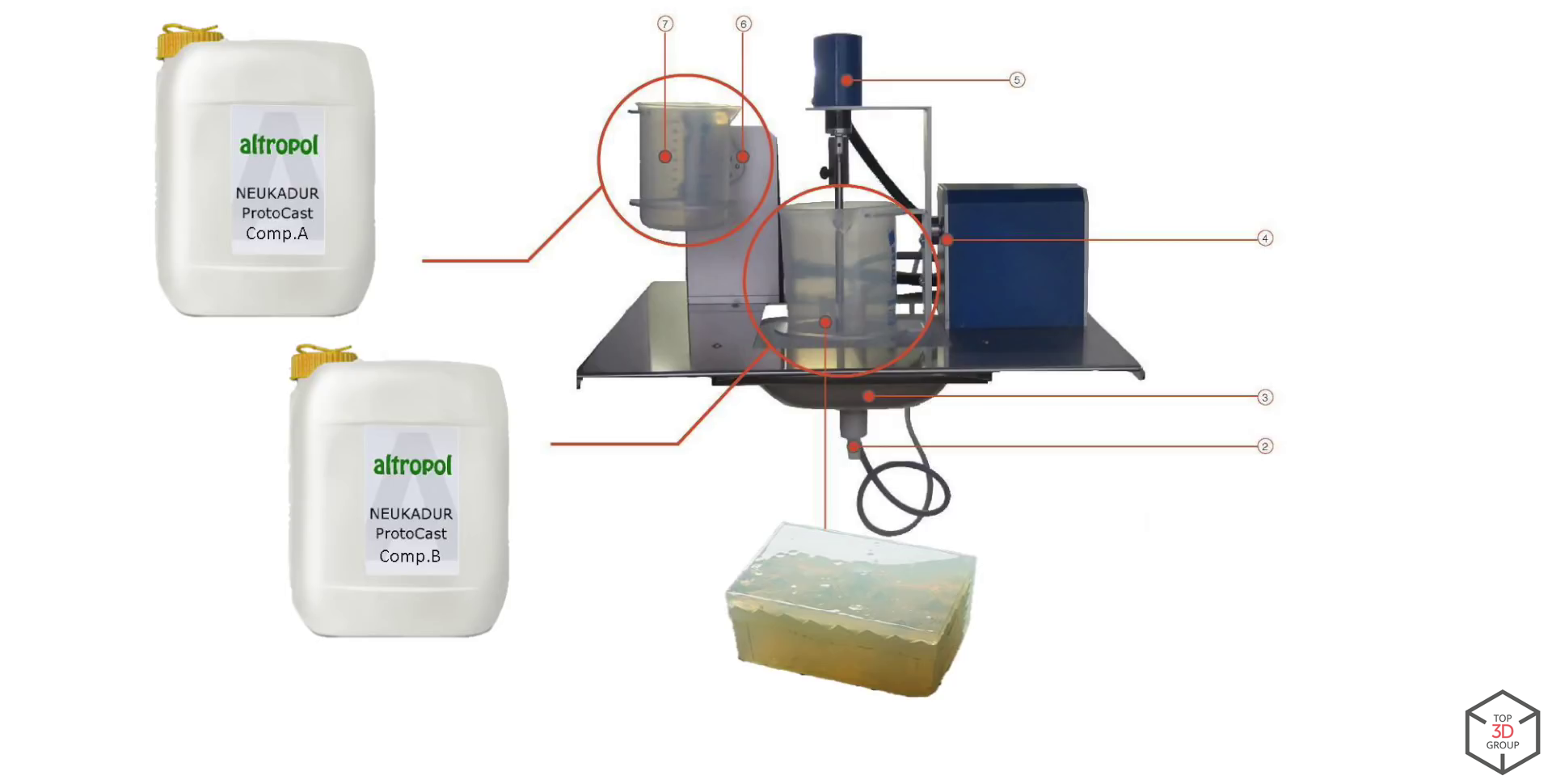
Вакуумно-литьевая машина изнутри
Машина состоит из следующих основных элементов:
Вакуумный шкаф. Конструкция из нержавеющей стали, выкачивает воздух из рабочей камеры.

2. Литьевая система, состоящая из двух чашек, А и Б, каждая для своего компонента, а также системы подачи и смешивания.
Устройство литьевой системы:
Технология вакуумного литья состоит из следующих основных этапов:
1. Мастер-модель, подготовка:

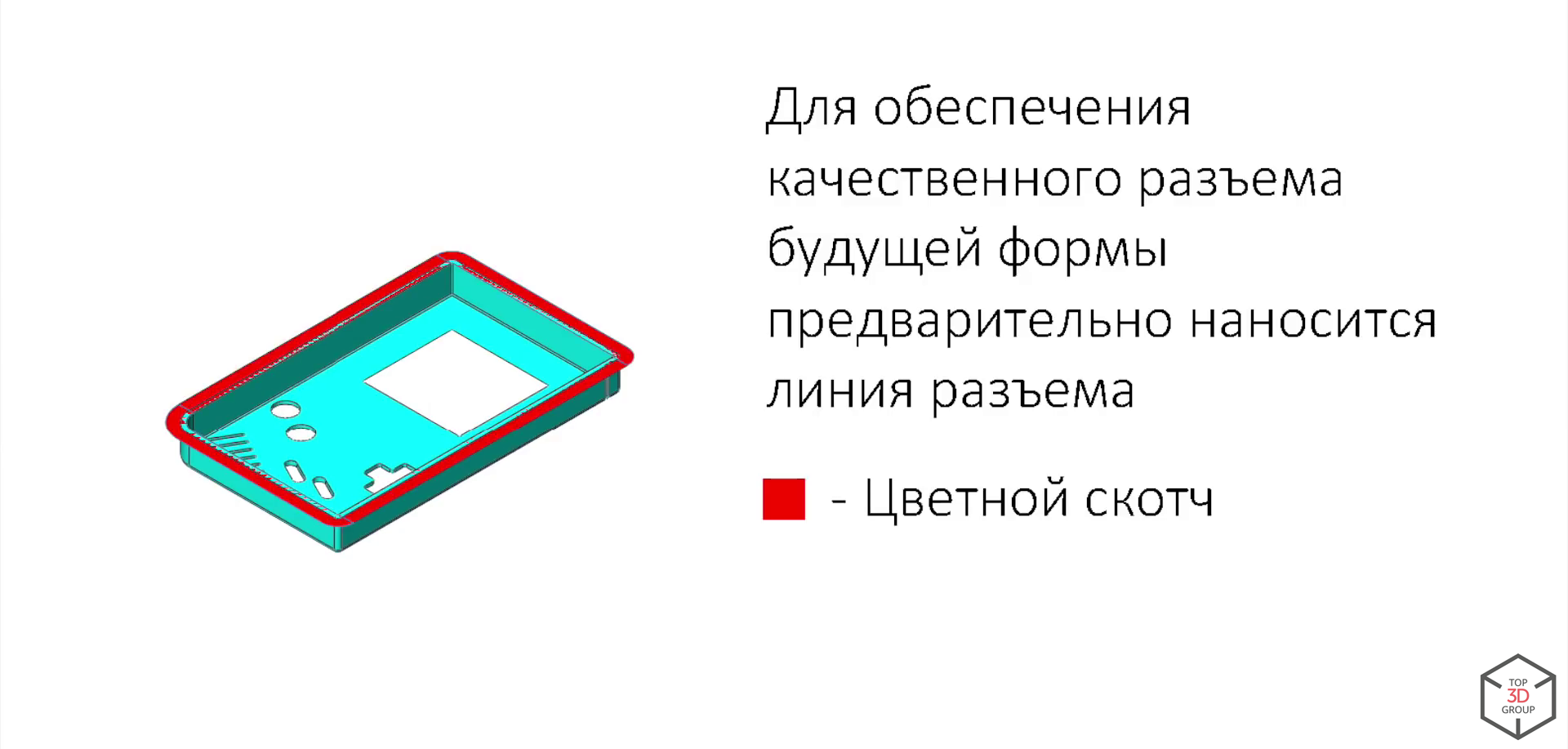
2. Создание линии разъема:

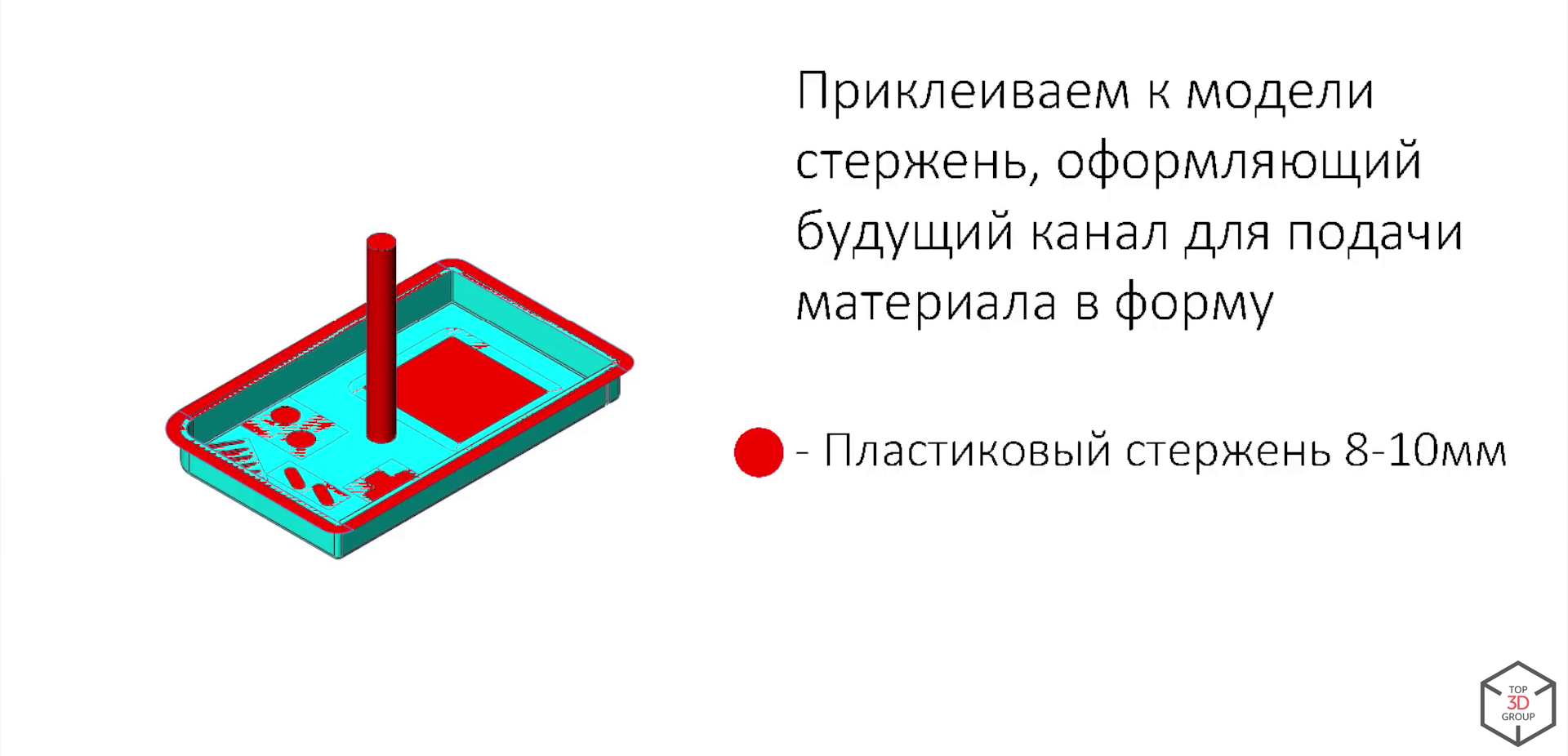
3. Литниковая система:
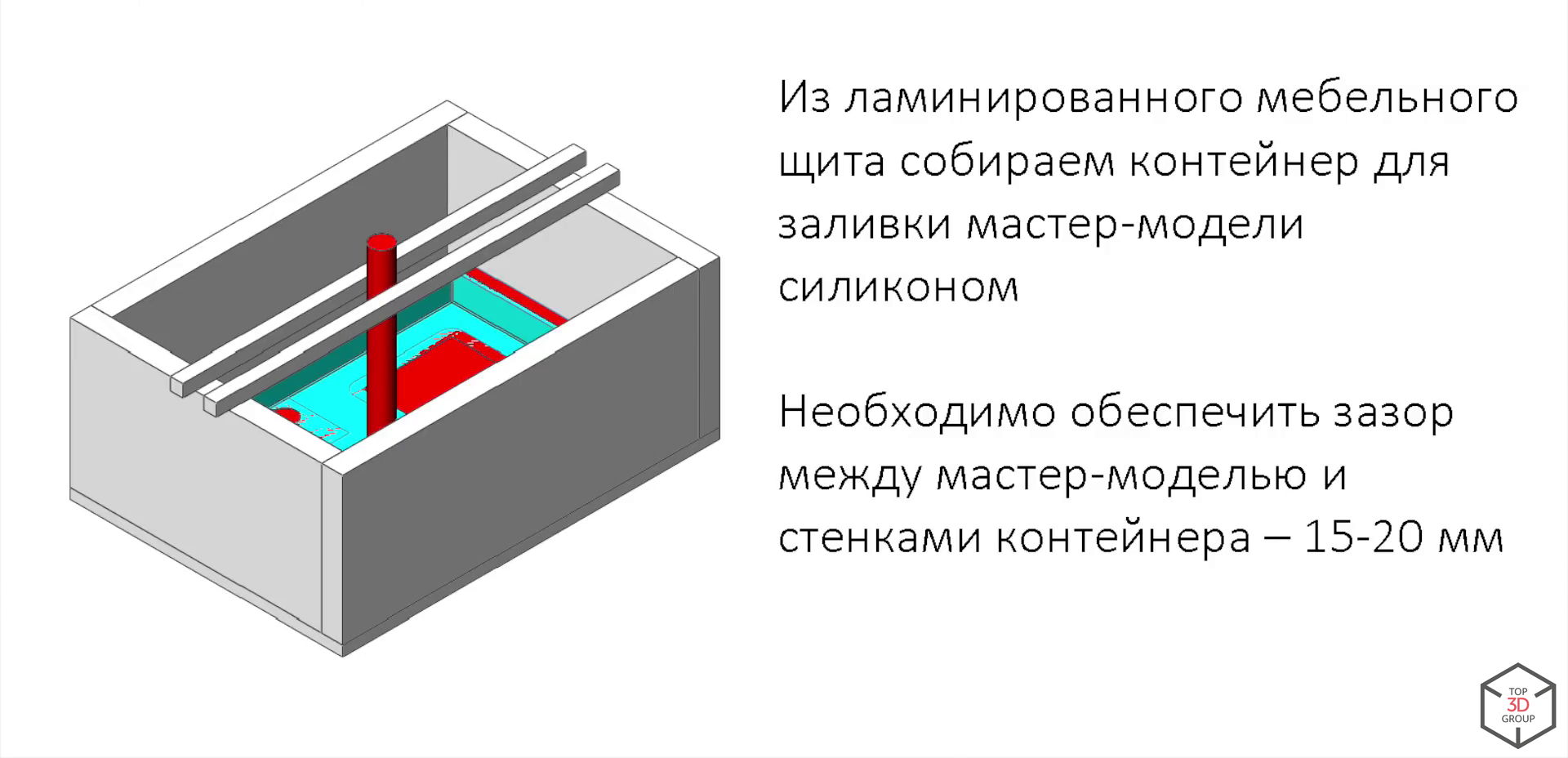
4. Сборка контейнера:

5. Заливка мастер-модели силиконом
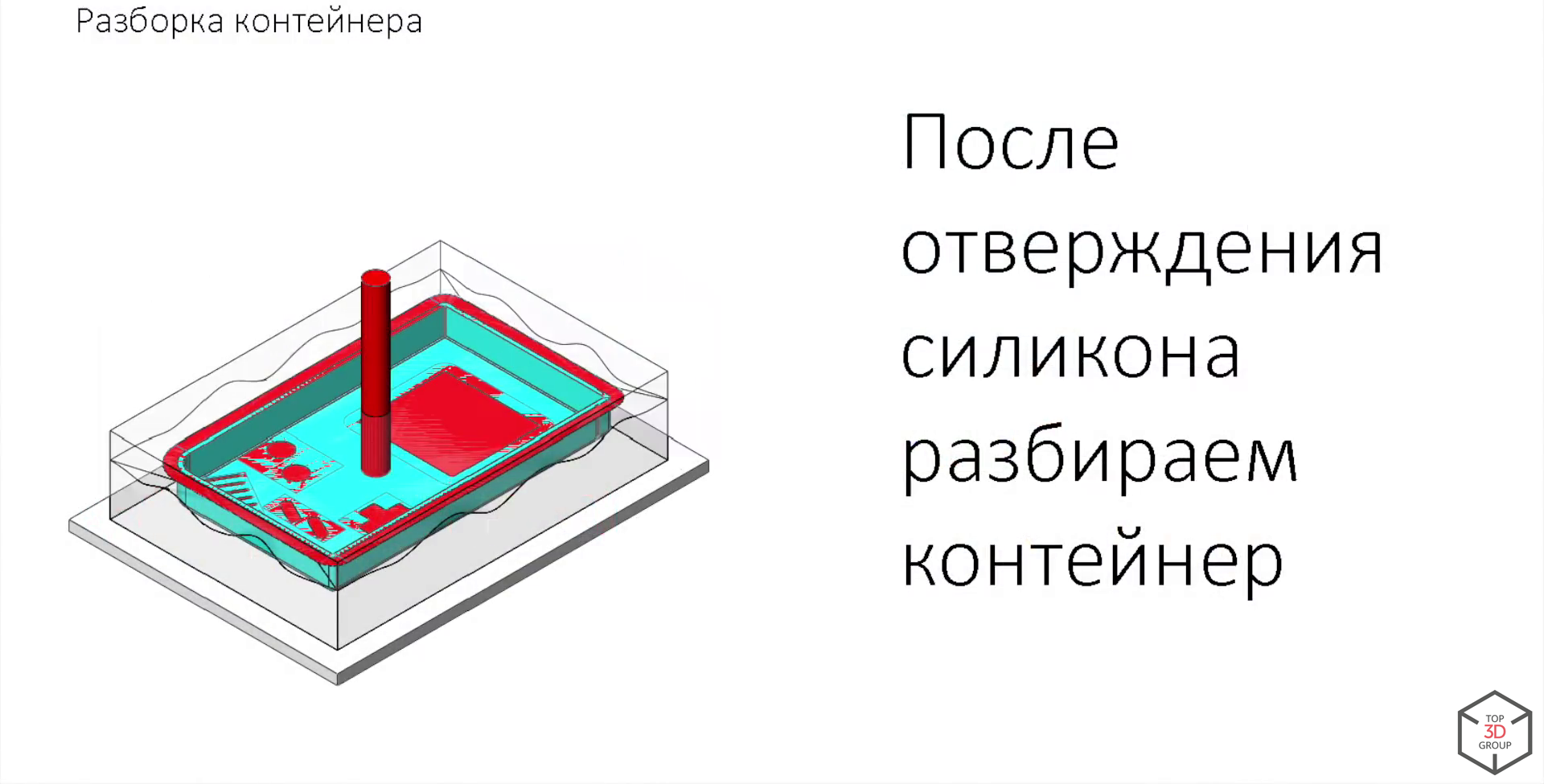
6. Разборка контейнеров

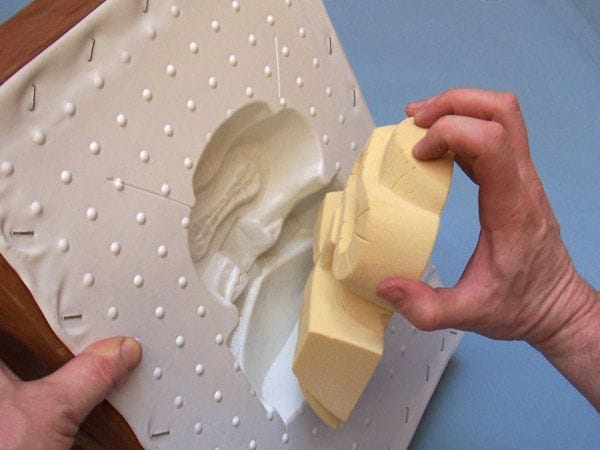
7. Разрезание формы, извлечение мастер-модели



Необходимо использовать вакуумирование для извлечения влаги из компонентов, иначе полиуретан может начать кипеть. Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
Демонстрируем изготовление изделия на компактной машине HVC-M.
В термопечи разогреваем силиконовую форму.

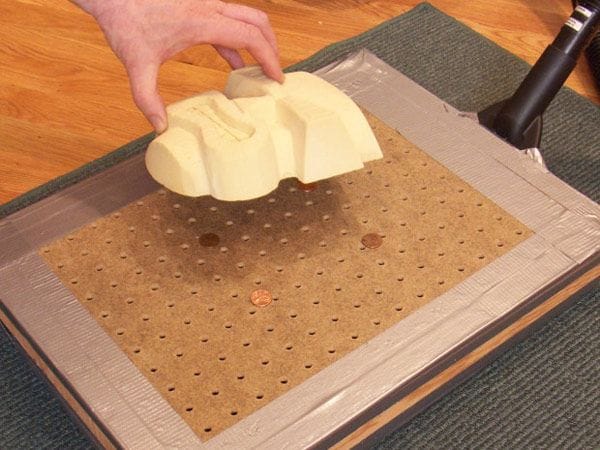
Обрабатываем силиконовую форму разделительным составом (силиконовый спрей).

Закладываем в форму металлические стержни, для формирования достаточно точных отверстий на изделии.
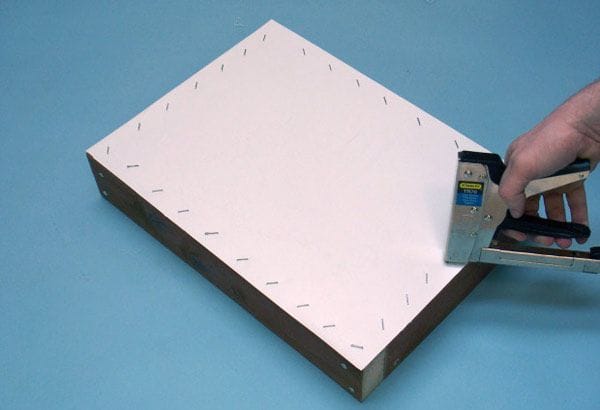
Собираем и закрепляем форму металлическими скобами с помощью степлера. Стойкость формы — порядка 25 циклов, можно увеличить количество циклов до 50-70, если не так важна геометрическая точность размеров изделий.


Наносим скотч, для предотвращения вытекания излишков полиуретана из формы через линию разъема.


Подготавливаем требуемое количество необходимых компонентов (масса заливки составляет 120 грамм — для этого необходимо 40 грамм компонента А и 80 грамм компонента Б.
Закладываем чашку с компонентом А в камеру и монтируем смесительную лопатку.

Готовим компонент Б и закладываем чашку с компонентом в камеру.


Закрываем камеру и включаем вакуум (вакуумирование продолжается около 10 минут).
Процесс подготовки завершен. Производим смешивание компонентов и засекаем 2,5 минуты.

Смесь готова к заливке в форму. Переворачиваем чашу с компонентом Б вниз с помощью поворота тумблера и компоненты через воронку поступают в форму.

Выключаем вакуум и наблюдаем как воздух выходит из формы, компоненты заполняют ее.

Нагнетаем воздух в камеру.
Процесс заливки закончен.
Открываем вакуумный шкаф и размещаем форму в термошкафу для последующей полимеризации, которая занимает около 30 минут для данного материала.

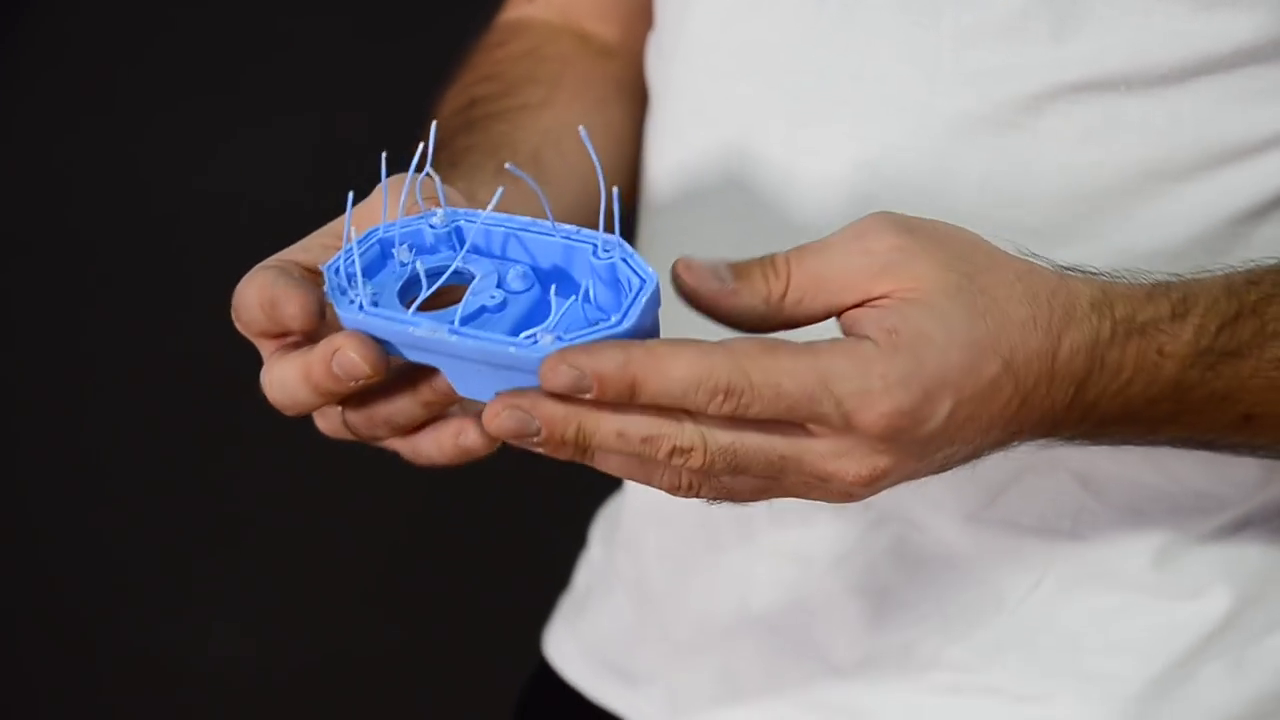
Наша отливка готова. В идеале, ее необходимо обдуть холодным воздухом, так как она еще эластична.

Мы получили функциональное готовое изделие с необходимой фактурой поверхности, необходимого нам цвета, необходимыми физико-механическими свойствами, у которой осталось удалить облой и элементы литниковой системы.

Различия между классическим и автоматизированным вакуумным литьем
Классическая схема вакуумного литья

Автоматизированная схема вакуумного литья
На текущий момент широко используется автоматизированная схема вакуумного литья. Дозировка, подача, подготовка, вакуумирование смеси и заливка в форму происходят в автоматическом режиме, в одном узле. Такая схема позволяет в разы сократить цикл заливки, то есть — 4 минуты в автоматическом варианте, против 12 минут в классическом. Весь процесс сокращается, примерно, в 1,6 раза.
Автоматизированные литьевые машины:

Полностью автоматизированная линия вакуумного литья. В России пока таких линий нет, но можно заказать:

Схема автоматической линии вакуумного литья:

Вакуумное литье пластика в силикон — оптимальный способ производства малых и средних партий изделий, твердо занимающий свои позиции между 3D-печатным прототипированием и фабричным серийным производством и обеспечивающий разумную стоимость изделий при сохранении высокого качества.
Заказать штучное и малосерийное вакуумное литье пластика в силикон, а также приобрести оборудование и материалы для него можно в Top 3D Shop — подберем оптимальный вариант под любые задачи.