Содержание
- 1 Метод №1
- 2 Метод №2
- 3 Метод №3
- 3.1 Этап 1: Подготовка
- 3.2 Этап 2: Очистка поверхности посадочного места
- 3.3 Этап 3: Обезжириваем поверхность
- 3.4 Этап 4: Устанавливаем центрирующий маятник
- 3.5 Этап 5: Использование композитного материала и установка подшипника на втулку
- 3.6 Посадочное место подшипника ступицы мотоцикла.
- 3.7 Посадочное место полукольца коленвала
- 3.8 Посадочное место подшипника ступицы
- 3.9 Посадочное место подшипника электродвигателя
- 4 Восстановление посадочных мест валов
- 5 Восстановление посадочного места под подшипник
- 6 Цены на восстановление посадочных мест под подшипники
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICON A (wcn10000005-34).
При высоких нагрузках и температурах эксплуатации используйте:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте WEICON TI с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять WEICON SF.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
Важно: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% – 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
8. Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи – Екатерина Иванова
Посадочные места часто не могут быть подвержены ремонту и тогда встает вопрос о замене детали, сопряженной с подшипником и потерявшей номинальные параметры посадочного места. Подобный вариант ремонта достаточно экономически нецелесообразен. Выходом в данной ситуации является ремонт с помощью технологии Димет.
Рассмотрим примеры ремонта посадочных мест методом холодного газодинамического напыления.
Посадочное место подшипника ступицы мотоцикла.
Дефект посадочного места состоит в том, что внешнее кольцо подшипника проворачивается при работе, что дает дополнительные нагрузки на ось внутреннего кольца и на сам подшипник.

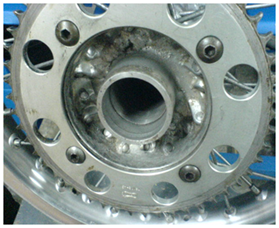
Изображение 1. Посадочное место для внешнего кольца подшипника на колесе кроссового мотоцикла.
Для устранения данной проблемы необходимо добавление слоя металла на внутренний диаметр ступицы. Ступица выполнена из алюминиевого сплава. Перед нанесением состава А-20-11 предварительно обрабатываем поверхность абразивным составом К-00-04-16. Нанесение дополнительного слоя производится в третьем режиме аппарата Димет-405. Напыление производится с запасом. Завершающую обработку покрытия ведем при малой подаче резца на повышенных оборотах.


Изображение 2. Этапы ремонта (а – нанесенный с запасом алюминиевый слой, б – чистовой вариант готового посадочного места)
Посадочное место полукольца коленвала
Выполнен ремонт посадочного места дистанционного полукольца коленчатого вала чугунного блока цилиндров «Мерседес-Бенц» с помощью технологии Димет. Финальная обработка была произведена специальной фрезой.
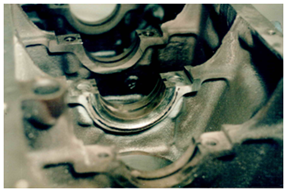

Изображение 1. Стадии ремонта (а – начальная, б – финальная)
Посадочное место подшипника ступицы
Ремонт посадочного места чугунной ступицы «Форда» выполнен нанесением алюминиевого слоя, размером 0,3мм. Данные манипуляции обеспечили необходимый натяг в соединении.
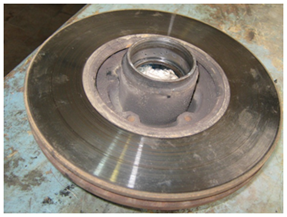

Изображение 1. Стадии ремонта (а – начальная, б – финальная)
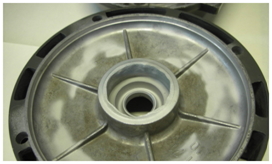
Посадочное место подшипника электродвигателя
Ремонт посадочных мест подшипников в корпусе электродвигателя произведен аппаратом ДИМЕТ-405, составом алюминия А-20-11, режим напыления — «3». На изображения представлены этапы ремонта.

Изображение 1. Посадочные места в электродвигателе, подлежащие ремонту.

Изображение 2. На поверхность нанесен необходимый для посадки подшипника слой.

Изображение 3. Этапы нанесения слоя Димета. (а – начальный этап, б – финальный этап)


Изображение 4. Этапы нанесения слоя Димета. (а – начальный этап, б – финальный этап)
Пн–Пт: 10:00 – 17:00
Сб–Вс: Выходной
124527, г.Москва, г. Зеленоград,
Солнечная аллея, д.6
Наша компания производит качественное восстановление посадочного места под подшипник при ремонте электродвигателей всех типов. Учитывая, что электродвигатели выполняют функцию силовых агрегатов и не только сообщают вращательное движение приводам, но и передают значительные крутящие моменты, на подшипники вала воздействуют существенные радиальные и осевые нагрузки. Они имеют выраженный динамический характер и через подшипник передаются на корпус двигателя.

После длительного периода эксплуатации может нарушиться плотность прилегания подшипника в посадочном месте. Это приведёт к возникновению стуков, биений, вибраций, что в свою очередь обусловит ускоренное дальнейшее разрушение конструкции электродвигателя. В процессе различных видов ремонта, в случае необходимости, производят восстановление посадочных мест подшипников вала. Посадочные места установки располагаются на подшипниковых щитах и крышках.
Восстановление посадочного места позволяет избежать более дорогостоящей замены детали или агрегата в целом. Во многих же случаях восстановление посадочных мест – это единственная возможность починки двигателя. В частности, если в составе оборудования применяется уникальная модель электродвигателя или он снят с производства и к нему трудно найти запчасти.
В процессе всех видов ремонта (текущий, капитальный, срочный) производится ревизия состояния ответственных узлов агрегата, в том числе подшипников вращения, на которые опирается вал двигателя, а также их посадочных мест. Это относится ко всем типам электродвигателей, применяемым в быту, на производстве, в коммунальном хозяйстве, на транспорте:
- взрывозащищенные и взрывобезопасные переменного и постоянного тока;
- бесколлекторные синхронные и асинхронные трёхфазные;
- высоковольтные промышленные;
- асинхронные однофазные.
Восстановление посадочных мест валов
Другой вид ремонта – восстановление посадочных мест валов – необходимо производить в случае обнаружения следов проворота. Вал должен надёжно закрепляться во внутренней обойме подшипника. При сборке двигателя подшипник устанавливается на вал с некоторым усилием натяга.
Если это условие не соблюдается, происходит проворот вала, его нагрев и постепенный износ в месте закрепления. Своевременно проведенное восстановление посадочных мест валов обеспечит длительный период эксплуатации ротора электродвигателя.

Восстановление посадочного места под подшипник
В настоящее время применяются различные технологии, обеспечивающие восстановление посадочных мест подшипников. С их помощью удаётся вернуть агрегату работоспособность с минимальными материальными затратами. После ремонта восстановленный узел характеризуется высокой долговечностью и надёжностью.
В случае значительного износа посадочного места подшипника или вала применяют метод наплавки металлом. После этого требуется провести дополнительную механическую обработку наплавленной поверхности для получения заданного посадочного размера (под подшипник или вал).
Высокую эффективность показал новый метод реставрации – восстановление посадочных мест подшипников полимерами. С этой целью применяется специальный состав на основе полиэфирных смол. Полимерная смесь превосходит по характеристикам традиционные эпоксидные составы. Она быстрее твердеет, не теряет прочностных свойств при нагреве и с течением времени, хорошо поддаётся мехобработке.
Стоимость выполнения ремонта и перемотки электродвигателей в Москве, а также отдельных видов работ, цены на комплектующие приводятся в прайс-листе.
Цены на восстановление посадочных мест под подшипники
| Мощность, (кВт) | Частота вращения,об/мин | |||
| 3000 | 1500 | 1000 | 750 | |
| До 1,5 | 2740 | 2806 | 3417 | 4057 |
| 2.2 | 3090 | 3245 | 4154 | 4897 |
| 3 | 3642 | 3901 | 4973 | 5179 |
| 4 | 5012 | 4652 | 5413 | 6804 |
| 5.5 | 5296 | 5301 | 5978 | 7511 |
| 7.5 | 6630 | 6919 | 7312 | 11021 |
| 11 | 8139 | 8147 | 9937 | 13182 |
| 15 | 12088 | 12049 | 11737 | 14803 |
| 18,5 | 13001 | 13345 | 15217 | 24450 |
| 22 | 15057 | 15805 | 23408 | 25522 |
| 30 | 17648 | 18202 | 25857 | 29275 |
| 37 | 23803 | 25949 | 30677 | 40080 |
| 45 | 29055 | 28737 | 38389 | 48070 |
| 55 | 34546 | 32811 | 41481 | 60759 |
| 75 | 44670 | 48812 | 64472 | 82899 |
| 90 | 47893 | 51078 | 78166 | 99898 |
| 110 | 67202 | 73052 | 95759 | 122517 |
| 132 | 80848 | 87962 | 114110 | 147423 |
| 160 | 98012 | 106439 | 138740 | 179116 |
| 200 | 123101 | 132548 | 173924 | ———- |
| 250 | 154120 | 167435 | ———- | ——— |
| 320 | 237156 | ————– | ———- | ———– |
| кВт | 3000 об/мин | 1500 об/мин | 1000 об/мин | 750 об/мин |
КОЭФФИЦИЕНТЫ ПРИМЕНЯЕМЫЕ ПРИ РАСЧЕТЕ:
- Однофазные-1.5;
- Иностранного производства -1.5;
- Взрывобезопасные – 1.3;
- Срочный – 1.5;
- Двухскоростные – 1.5; Двухскоростные с независимыми обмотками – 2.
- Старого образца типа АО, А, ВАО -1,5
Вау! Это так круто, что мы можем восстановить посадочное место подшипника в алюминиевом корпусе! Теперь у нас есть возможность не покупать новый корпус, а просто отремонтировать старый. Это экономит время, деньги и делает нашу жизнь проще. Я в восторге от такой технологии!