Содержание
 В своем первоначальном виде сварка существовала еще в Древнем Египте. С некоторой долей погрешности можно считать, что спаивать и сваривать металлы люди научились одновременно с освоением остальных методов обработки металлов. Естественно, эффективность методик сварки древних людей была очень далека от современных, но многие конструкции, сваренные много столетий назад, продолжают до сих пор служить креплениями для дворцов, храмов и других сооружений. К примеру, почти вся архитектура периода Возрождения держится именно на сварных конструкциях.
В своем первоначальном виде сварка существовала еще в Древнем Египте. С некоторой долей погрешности можно считать, что спаивать и сваривать металлы люди научились одновременно с освоением остальных методов обработки металлов. Естественно, эффективность методик сварки древних людей была очень далека от современных, но многие конструкции, сваренные много столетий назад, продолжают до сих пор служить креплениями для дворцов, храмов и других сооружений. К примеру, почти вся архитектура периода Возрождения держится именно на сварных конструкциях.
Возможно, данный факт покажется удивительным, но первой была изобретена именно электросварка и уже потом французами был разработан аппарат для газовой сварки. В нем использовался кислород и ацетилен. В общем-то, принцип работы и конструкционные особенности аппарата не изменились даже в наши дни, но усовершенствования, конечно же, вносились.
Совершенствовались кислородные баки и баллоны, изменялась вспомогательная аппаратура, улучшались редукторы и прокладочные материалы.
Газовая сварка, также как и лазерная и электродуговая имеет свои преимущества и недостатки, которые обязательно следует знать и учитывать при выборе метода сварки. Поскольку в результате, нам ведь чрезвычайно важно высокое качество шва при минимальных затратах на выполнение работ.
Достоинства газовой сварки:
- Сваривать можно где угодно, поскольку нет необходимости в дополнительном дорогом оборудовании и источниках энергии
- При помощи газовой сварки можно сваривать металлы с различными температурами плавления
- Свинец, чугун, латунь и медь лучше всего свариваются именно при помощи газовой сварки
- Если правильно подобрать вид и мощность пламени, а также хорошую присадочную проволоку, можно получить очень качественные и прочные швы
- Нагревание и остывание поверхностей происходит достаточно медленно. ,
Недостатки газовой сварки
- Очень большая зона нагрева, что может способствовать повреждению близлежащих к сварке неустойчивых компонентов.
- Чем толще металл, тем ниже производительность сварки (так сварка металла, толщина которого превышает пять миллиметров, абсолютно невыгодна).
- При сваривании металлов внахлест использовать газовую сварку не рекомендуют, поскольку в таком случае велика вероятность напряжения в металле, что может привести к разрушению и деформациям места спайки.
- При сварке используются очень опасные вещества, которые в сочетании с воздухом образуют взрывоопасные смеси (ацетилен, водород и пр.).
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
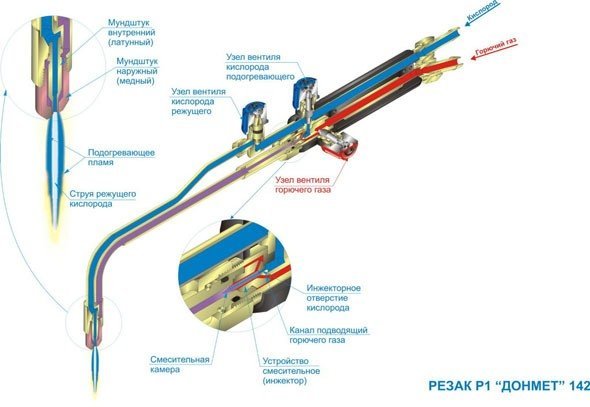
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века.
Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Сущность процесса
Сущность метода состоит в том, что высокотемпературное пламя сварочного газа нагревает кромки свариваемых деталей и часть присадочного материала (электродную часть).
Металл переходит в жидкое состояние, образуя так называемую сварочную ванну — область, защищенную пламенем и газовой средой, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает. Так формируется сварочный шов.
Используется смесь какого-либо горючего газа с чистым кислородом, играющим роль окислителя. Наиболее высокую температуру — от 3200 до 3400 градусов — дает газ ацетилен, получаемый непосредственно при сварке от химической реакции карбида кальция с обычной водой. На втором месте находится пропан — его температура горения может достигать 2800 °C.
 У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У газовой сварки есть особенности по сравнению с электрической, которые формируют как ее недостатки, так и достоинства.
Достоинства и недостатки
Как и у любой вещи или явления, преимущества газовой сварки являются прямым отражением ее недостатков, и наоборот.
Основная характеристика газосварки — более низкая скорость нагрева оплавляемой зоны и более широкие границы этой зоны. В некоторых случаях это плюс, а в других — минус.
Это плюс, если нужно сварить детали из инструментальной стали, цветных металлов или чугуна. Для них требуется плавный нагрев и плавное охлаждение. Также существует ряд сталей специализированного назначения, для которых оптимален именно такой режим обработки.
К другим плюсам относится:
- невысокая сложность технологического процесса газовой сварки;
- доступность, адекватная стоимость оборудования;
- доступность газовой смеси либо карбида кальция;
- отсутствие необходимости в мощном источнике энергии;
- контроль мощности пламени;
- контроль вида пламени;
- возможность контроля режимов.
Основных минусов у газовой сварки четыре. Первый — именно низкая скорость нагрева и большое рассеивание тепла (сравнительно низкий КПД). Из-за этого практически невозможно сваривать металл толщиной свыше 5 мм.
Второй — слишком широкая зона термического влияния, то есть зона нагрева. Третий — себестоимость. Цена расходуемого ацетилена при газосварке выше, чем цена электроэнергии, затраченной на тот же объем работы.
Ее четвертый недостаток — слабый потенциал механизации. Из-за своего принципа действия фактически может быть реализована только ручная газовая сварка.
Полуавтоматический метод невозможен, автоматический — только с применением многопламенной горелки, и только при сварке тонкостенных труб либо иных резервуаров. Такой метод сложен и рентабелен лишь при производстве полых резервуаров из алюминия, чугуна либо некоторых их сплавов.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Стандартный комплект оборудования
 Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.
Виды пламени
 Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Технология и способы
 Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Основное предназначение газосварки — обработка чугуна и цветных металлов, которые поддаются ей лучше, чем дуговой. Хуже всего «берет» она легированную сталь — из-за низкого коэффициента теплопередачи детали из нее сильно коробятся при варке газом.
Существует «правая» и «левая» методика газовой сварки. Есть также технология сварки валиком, ванночками и многослойная сварка.
«Правый» способ — это когда сварочное сопло ведут слева направо, а присадку подают вслед за движением огненной струи. Пламя при этом направлено на конец проволоки, так, что расплавленный состав — температура плавления присадки обычно ниже, чем у основного материала — ровно ложится в шов.
При «левом» способе газовой сварки — он считается основным — поступают наоборот. Горелка движется справа налево, присадка подается ей навстречу. Этот способ проще, но подходит только для тонких листов металла. Кроме того, при нем больше, чем при «правом», идет расход присадочной проволоки и горючего газа.
Сварка валиком — более трудоемкий способ, подходящий только для листового материала. Шов образуется в форме валика, но при этом качество шва очень высокое, без образования шлака, пор и воздушных лакун.
Сварка ванночками — способ, требующий от сварщика большого мастерства. При этом присадочная проволока укладывается в шов спиральным способом, проходя через разные участки пламени. Каждый новый виток спирали слегка перекрывает предыдущий. Способ хорошо подходит для соединения листов из низкоуглеродистых сталей.
Многослойная сварка — самый технологически сложный способ. Его основы — как бы наплавка одного слоя поверх следующего. При этом достигается идеальный прогрев всех нижележащих слоев. Главное — контролировать, чтобы стыки швов разных слоев не находились один под другим.
В каждом из этих видов газовой сварки могут использоваться, в зависимости от обрабатываемого металла, различные флюсы. Их задача состоит в том, чтобы защитить поверхность шва от образования окислов, нарушающих его качество.