Макс. диаметр обработки над поперечными салазками суппорта,мм
Наибольшая длина обрабатываемой детали, мм
Высота центров, мм
Диаметр патрона, мм
Частота вращения шпинделя, об/мин
Количество скоростей шпинделя, шт
Внутренний конус шпинделя
Диаметр сквозного отверстия в шпинделе, мм
Ширина станины, мм
Ход верхней каретки суппорта, мм
Ход поперечной каретки суппорта, мм
Максимальное перемещение суппорта
Внутренний конус пиноли задней бабки
Перемещение пиноли задней бабки, мм
Автоматическая продольная подача, мм/об
Диапазон нарезаемых метрических резьб, мм/об
Диапазон нарезаемых дюймовых резьб, ниток/дюйм
Тип держателя инструмента
Максимальная сечение резца, мм
Габаритные размеры, мм
Масса станка нетто/брутто кг
Видеообзор станка
Демозал в Москве
Склад
Демозал в Санкт-Петербурге
Отдел продаж в Орле
Описание станка Токарный станок по металлу MML 1830 V
Metal Master MML 1830V – это настольный токарно-винторезный станок с вариатором, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
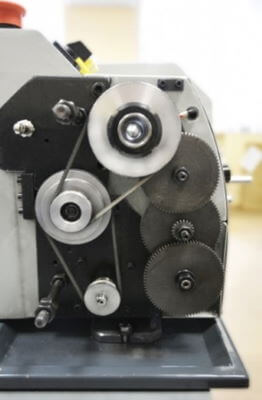
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель
На станке установлено электронное бесступенчатое управление числом оборотов шпинделя. Данные о количестве оборотов шпинделя отображаются на цифровом дисплее на корпусе станка.
Шпонка на креплении лимба поперечной подачи гарантирует отсутствие непроизвольного поворота маховика и минимизацию риска изменения размера детали в процессе ее обработки
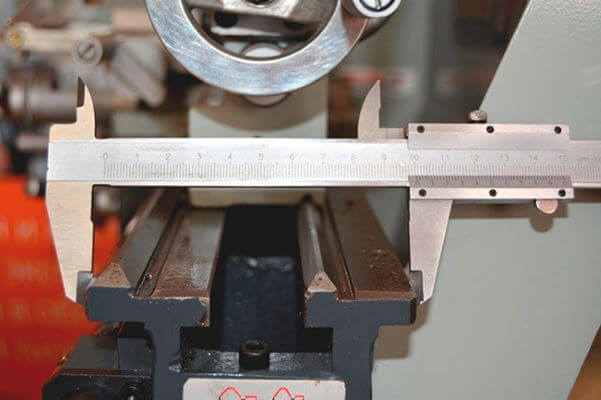
Рекордная в своем классе ширина чугунной станины 100 мм, что значительно увеличивает жесткость работы станка и влияет на точность обработки.
Направляющие станка прошли процедуру шабрения, что существенно повышает точность обработки на токарном станке.
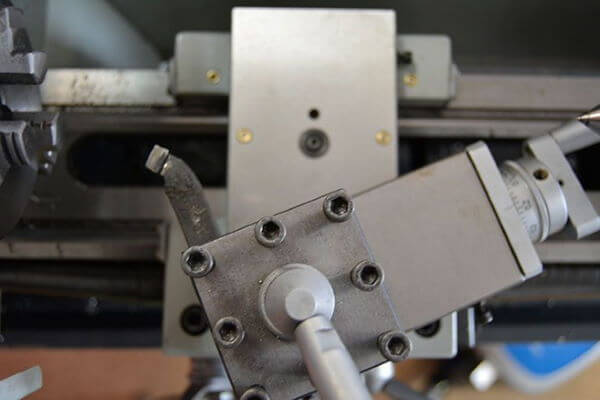
Наличие 6 тавотниц на суппорте токарного станка, позволяет оперативно обслуживать и смазывать суппорт, избежать износа направляющих и довольствоваться комфортной работой и плавным перемещением рукоятки.
Наличие шкалы для определения угла поворота резцедержателя.
Возможность поворота тонкой продольной салазки позволяет точить конуса заданного параметра.
В стандартной комплектации поставляется быстрозажимной трехкулачковый патрон 100мм
Телескопическая защита ходового винта от стружки эффективно защищает ходовой винт от износа.
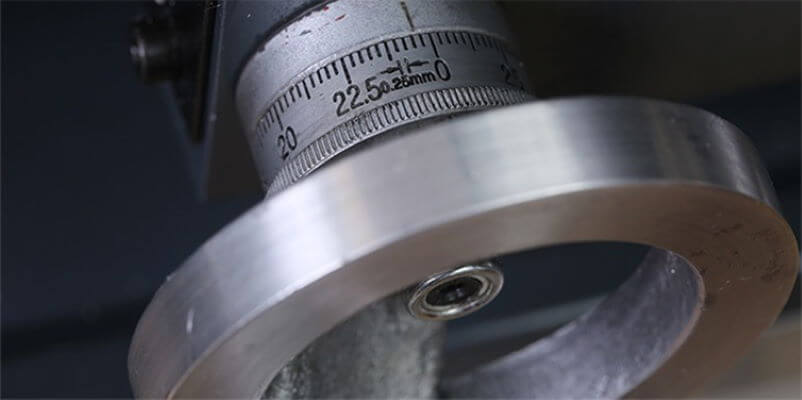
Цена деления лимба поперечной подачи – 0,05 мм.
Цена деления лимба тонкой продольной подачи – 0.02 мм
Цена деления лимба продольной подачи – 0.25 мм
Направляющие станка прошли закалку ТВЧ (48-52 HRC) и шлифовку, что способствует повышению уровня надежности и точности обработки детали.
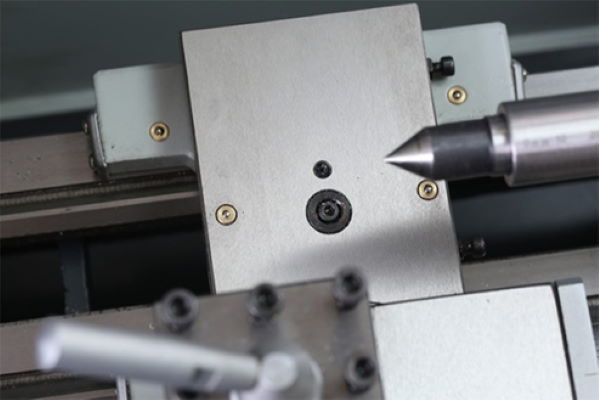
Для ослабления задней бабки с целью установки глубины сверления и закрепления длинных заготовок в центрах станок оснащен быстрозажимным рычагом.
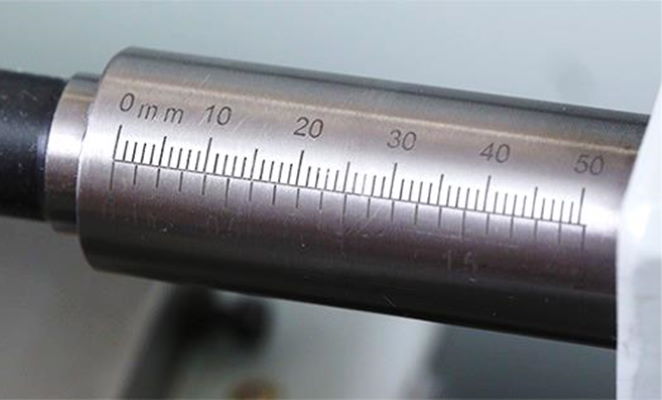
Вылет пиноли задней бабки 60 мм, шкала до 50 мм.
В стандартную комплектацию станка входят:
3-х кулачковый патрон 100 мм.
4-х позиционный резцедержатель.
Центр упорный.
Защитное ограждение патрона.
Поддон для стружки.
Комплект сменных шестерен гитары.
Инструментальный ящик с инструментом
СОДЕРЖИМОЕ ИНСТРУМЕНТАЛЬНОГО ЯЩИКА (Рис. 1)
2 отвертки
3 двусторонних гаечных ключа 8-10 мм, 12- 14 мм, 17-19 мм
1 ключ для трехкулачкового патрона
2 предохранителя
1 упорный центр MT2
1 упорный центр MT3
1 масленка
3 обратных кулачка
1 свертная втулка
1 цапфа
1 рукоятка поперечных салазок
6 шестигранных ключей 2,5 мм, 3 мм, 4 мм, 5 мм, 6 мм, 8 мм
Надёжная мини-мастерская у Вас дома – настольный токарный станок Metal Master MML 1830. Данное оборудование может применяться, как в домашней мастерской или гараже, так и в учебных заведениях для демонстрации основных производственных процессов связанных с обработкой металлических изделий. Из основных преимуществ можно выделить следующие: малые габариты, небольшая цена, отличная функциональность. Технические характеристики: Двигатель коллекторный постоянного тока 600 Вт 220 В; Высота центров – 90 мм; Внутренний конус шпинделя – МК 3; Габаритные размеры 830 х 395 х 355; Масса станка – 65 кг. В интернете представлен подробный обзор данной модели. Для того, чтобы его найти достаточно вбить в поисковик Metal Master MML 1830 V.
Предлагаемое оборудование позволяет выполнять такие технологические операции, как сверление и рассверливание отверстий, обточка цилиндрических и конических поверхностей, фрезеровка, нарезка метрической и дюймовой резьбы. Для того чтобы начать работать за данным станком не требуется длительного обучения. Достаточно обладать базовыми навыками токарной обработки заготовок.
• Представленная техника отличается повышенным сроком эксплуатации. Направляющие станины закалены и отшлифованы; • Уровень шума в процессе обработки металлических изделий минимален; • Рассматриваемая техника соответствует регламентам и сертификационным нормам TSO, 900; • Автоматический режим привода продольной подачи значительно упрощает работу оператора станка; • Управление числом оборотов шпинделя станка – электронное. Сведения о количестве оборотов представлены на цифровом дисплее; • Высокая ремонтопригодность. Простота конструкции привода главного движения – мощный электродвигатель и две надёжные ременные передачи фирмы Gates. На практике рассматриваемая особенность сводит количество поломок оборудования к минимальному значению. А если всё по каким-либо причинам токарный станок вышел из строя, то Вам нужно будет потратить гораздо меньше времени для того, чтобы починить его.; • Сбор стружки выполняется в специальный поддон и это исключает возможность в зону резания; • Превосходная защита оператора токарного станка. Защитный экран шпинделя предохраняет от такой неблагоприятной ситуации, как вылет обрабатываемой заготовки.
Но основным преимуществом данной модели является наличие металлических шестерней, которые обладают достаточно высокой износостойкостью и являются своеобразной гарантией длительной и бесперебойной работы оборудования. Наличие качественного клиновидного ремня позволяет избежать возможных повреждений двигателя даже при достаточно высокой нагрузке на шпиндель. Также важно отметить, что обладает рекордной в своём классе шириной чугунной станины (100 мм). Жёсткость выполнения рабочих операций на станке возрастает, что положительно сказывается на таком параметре, как точность производимой обработки.
В процессе покупки токарного станка, я постоянно читал специализированные форумы в поисках информации и основная мысль, которой там было все пропитано "китайские токарные станки являются неплохой заготовкой для токарного станка". Кроме того, что нужно было выбрать правильный станок из многообразия предложений, дальше необходимо приводить его в порядок.
Большинство станков (и безусловно MML 1830V в их числе), все же, позволяют работать сразу, после доставания из коробки, удаления консервационной смазки, но тем не менее, постепенно начинают возникать мелкие проблемы в работе, про которые предупреждали и решаются они модификациями некоторых элементов. В конечном счете, от станка остается только станина с суппортами :-)
Кто-то, купив станок и начитавшись форумов, начинает бесконечную модернизацию, так и не проточив ни одной детали, а кто-то решает проблемы по мере их возникновения. Мне сложно отнести себя к какой-то одной категории, но чует мое сердце, первая как-то ближе.
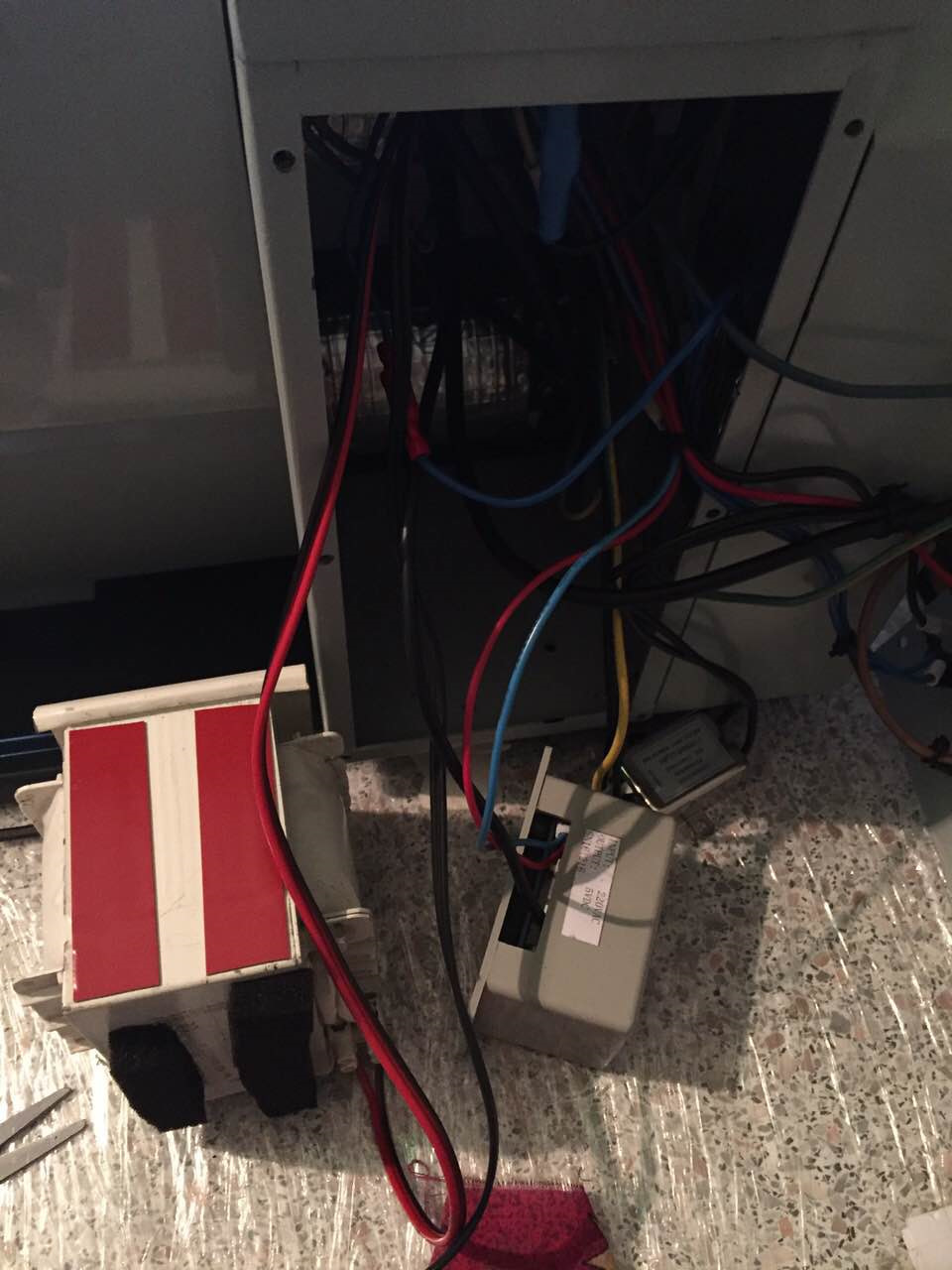
Начал я, как водится, с установки дросселя, чтобы убрать гудение двигателя при работе, потому что это сильно раздражало.
Итог меня удовлетворил, несмотря на то, что многие советовали вообще заменить плату управления двигателем на грамотно спроектированную. Я решил, что сначала поработаю на том, что есть, а потом просто сразу заменю двигатель на сервопривод у которого будет свой собственный блок управления в комплекте. Бюджетный вариант начинается с серво от швейной машинки и там будет достаточная мощность, начиная с малых оборотов. Из минусов, там не будет быстрого реверса, нужно многое переделывать.
После пробного точения деталей, обнаружил недочеты в регулировках жесткости станка. Я настраивал передачи так, чтобы мне было удобно вращать ручки, а по факту это привело к тому, что появились небольшие люфты. Если при протачивании той же латуни, люфты особенно не ощущались, то как только я попытался отрезать первую деталь, напайная пластина отрезного резца из "синего" набора приказала долго жить и отлетела. Посмотрев видео с припайкой пластины на медный припой (понял, что это кино не про меня), я отложил резец в сторону и вытащил аналогичный из коробки державок со сменными пластинами.
Набор "синих" резцов оказался туповатым и пришлось их затачивать сначала вручную, в потом я купил для этой цели специальный точильный станок и работа пошла веселее.
Тем не менее, резцы резали не так, как мне хотелось и от "синих", я постепенно перешел к резцам со сменными пластинами, а из "синих" решил впоследствии выточить фасонные резцы для каких-то нестандартных задач (типа закруглений всяких и рюшек).
Сменные пластины были значительно острее и я докупил еще несколько видов державок и комплектов пластин под обработку разных металлов. В первую очередь меня интересовала работа по латуни, меди, бронзе, алюминиевым сплавам и мягким видам стали.
Это означало, что нужно брать тип AK H01 для цветмета и VP15TF для стали.
Если бы я покупал сейчас резцы, то мог бы ограничиться небольшим набором, который состоял бы из:
проходного упорного тонкого резца SDJCR1010H07
для чистовой обработки наружных поверхностей,
отрезного на 1.5мм ширины MGEHR1010-1.5
для легкого отрезания
и расточного резца S07K-SCLCR06
для внутренних поверхностей.
Этого набора просто за глаза, для всех моих потребностей в точении хреновин для домашних дел.
Но так, как я люблю собирать все и на все случаи жизни, то у меня теперь есть почти все варианты державок для сменных пластин.
В наборе мне достались
SCLCR1010E06 — проходной упорный толстый правый SCLCL1010E06 — проходной упорный толстый левый SDJCR1010E07 — проходной упорный тонкий правый SDNCN1010E07 — проходной симметричный тонкий SWGCR1010E05 — проходной с треугольной пластиной LW1010R-04 — непонятный мне резец, похож на отрезной LW1012R-03 — отрезной 3мм
Потом я докупил SCMCN1010H06,
проходной симметричный толстый
и отрезной MGEHR1010-1.5 ,
который более тонкий 1.5мм и таким будет легче отрезать.
В минуты душевного расстройства купил SRDCN1212H10 с круглыми пластинками.
Он приехал, сцуко без пластинок. А сами пластинки я дешевле 1500р не находил. Так что, лежит пока.
Резьбы, штука нужная, в хозяйстве пригодится обязательно, подумал я (так и не точил ни разу).
Для внутреннего точения купил там же два резца разного размера.
S08K-SCLCR06 — расточной S07K-SCLCR06 — расточной чуть меньше
Изначально хотел купить один S10K для мощного точения и один S06K для более мелких деталей (как мне советовали на форуме), но как-то так вышло, что рука дрогнула и купил два почти одинаковых. Подумал, ну и ладно. Поставлю пластинки под разные виды метала и на том разойдемся.(потом докупил еще S10K и S12K? потому что тонкие державки оказывается, гнутся и приходится протачивать одно место по 2-3 раза.)
В общем, набрал я себе все виды державок на все случаи жизни и успокоился.
Собственно, все эти державки прекрасно держат сменные пластины и точат что нужно, но за углом притаилось большое волосатое "НО". Для работы такими резцами нужно, чтобы станок был жестким.
Жестким, это означает без люфтов. Ничего не должно болтаться, шататься итд. Иначе такие пластины легко могут сломаться от вибраций. Поэтому я пошел по проторенному пути увеличения жесткости токарного станка (путь, длиной в половину жизни, блин).
Первое, что советовали сделать, это выровнять (вышабрить) направляющие, дабы убрать все неровности поверхностей по которым двигаются детали станка при работе. Я решил этот момент пока опустить, дабы ничего не испортить из-за отсутствия опыта или собственной вероятной криворукости.
Далее, начинался разговор о том, что неплохо бы замерить биение шпинделя, подтянуть подшипники и все такое, что находится в передней бабке. Это я тоже пока решил не делать, в том числе, потому что не приехал еще держатель микрометра, да и опять же, лишние риски что-то сломать. (А когда держатель приехал, я никакого биения, кстати, не намерял. Все в норме.)
Третье, чем занимались практически все, купившие китайские токарные станки, это модификация прижимных планок направляющих малой продольной и поперечной подачи, потому что этот узел тоже серьезно влияет на жесткость. Вот, с этого я и решил начать в первую очередь.
Родные прижимные планки представляли собой небольшие стальные пластины, ромбовидного сечения, которые прижимались тремя винтами и регулировали геометрию сопряжения деталей в "ластохвосте". Чем сильнее их затянешь, тем туже ходит передача, но при этом, нигде ничего не болтается. Но везде есть свои нюансы.
У моих планок, размер оказался значительно меньше, чем позволяло свободное место, от чего передачи немного болтало при движении. Затягивание винтов добавляло жесткости, но при движении, появлялась неравномерность хода при одинаковом усилии и это создавало некоторые неудобства.
1. Подкладывание тонких медных, латунных или алюминиевых пластин, чтобы выбрать все свободное место и люфты в "ластохвосте". Действенное и быстрое решение. Народ нарезал пивные банки и из них делал прокладки. Говорят, успешно.
2. Бронзовые или латунные прижимные планки нужного размера взамен родных стальных. Самый простой и дешевый вариант решения проблемы. Тут просто доводили до ума заводскую конструкцию, ничего не меняя.


 Демозал в Москве
Демозал в Москве Склад
Склад Демозал в Санкт-Петербурге
Демозал в Санкт-Петербурге Отдел продаж в Орле
Отдел продаж в Орле