Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) – это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется дуги.
Внешние характеристики источников питания сварочной дуги показаны на рис. 90.
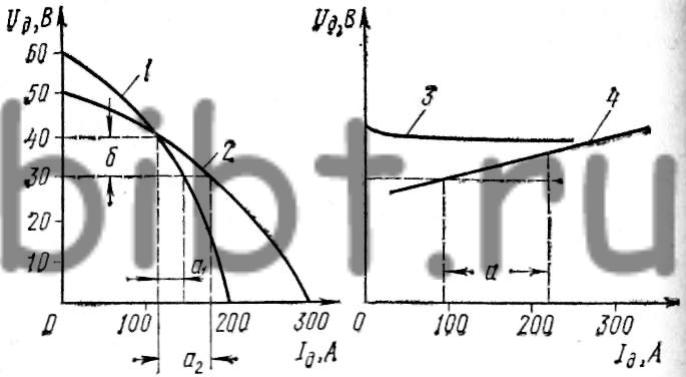
Рис. 90. Внешние характеристики источников питания:
1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – пологовозрастающая
Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а 1 , при пологопадающей – а 2 .
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 91).
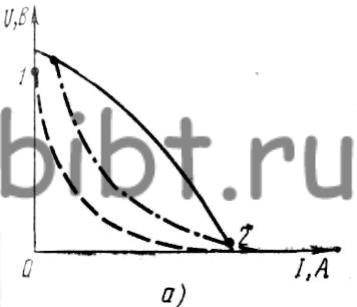
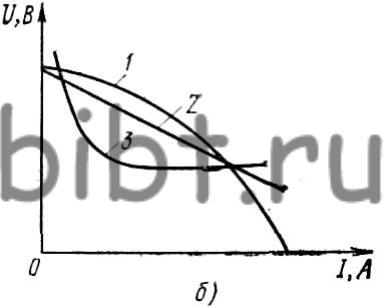
Рис. 91. Внешние характеристики источников питания (а) и сварочной дуги (б) (сплошная линия – генератора, штриховая – дуги в момент возбуждения, штрихпунктирная – дуги при горении)
В момент зажигания дуги (рис. 91, а) напряжение падает по кривой от точки 1 до точки 2 – до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с.
На рис. 91, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. Согласно ГOCT 7012-77E для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (см. рис. 90, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с полого-возрастающими внешними характеристиками (см. рис. 90, кривая 4).
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.

Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке – постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении – пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой – при полуавтоматической сварке, с жесткой и возрастающей – при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока – напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток – допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги – характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Источники тока для питания сварочной дуги должны иметь специальную сварочную внешнюю характеристику.
Внешней характеристикой источника питания (ВАХ) называется зависимость между напряжением на его выходных клеммах и током в сварочной цепи.
Внешние характеристики (рис.2.) могут быть следующих основных видов: крутопадающая1, пологопадающая 2, жесткая 3, возрастающая4.

Рис.2. Основные типы внешних характеристик источников питания для дуговой сварки: 1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – возрастающая
Источник тока с соответствующей внешней характеристикой выбирают в зависимости от вольтамперной характеристики дуги (рис. 1).
Участки1и 2 ВАХ (рис. 1) соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов.
Механизированная сварка под флюсом соответствует2 области (рис. 1) и частично захватывает 3область (рис. 1) при использовании тонких электродных проволоки повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует3 области ВАХ (рис.1). Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой.
Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источник постоянного тока – сварочные генераторы с приводом от электродвигателя (сварочные преобразователи), сварочные генераторы с приводом от двигателя внутренне го сгорания (сварочные агрегаты) и полупроводниковые сварочные выпрямители.
Сварочные трансформаторы благодаря своим технико-экономическим показателям имеют преимущества по сравнению с источниками постоянного тока. Они проще в эксплуатации, долговечнее, обладают более высоким к.п.д.
Источники постоянного тока предпочтительнее в технологическом отношении: при их применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях и др.
Основные технические показатели источников питания сварочной дуги: внешняя характеристика, напряжение холостого хода, относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме.
Величина ПРопределяется как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы и выражается в процентах:
tр– непрерывная работа под нагрузкой (сварка);
tц– длительность полного цикла (сварка + пауза).
Оптимальная величина ПРпринята 60 %.
Различие между ПР и ПВсостоит в том, что в первом случае источники питания во время паузы не отключаются от сети и при разомкнутой сварочной цепи работают на холостом ходу, а во втором случае источники полностью отключаются от сети, что имеет место при механизированной сварке.
Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т.е. когда Uдуги = Uист .
На (рис. 3) показана крутопадающая внешняя характеристика источника питания и пересекающие ее статические характеристики сварочной дуги различной длины. Точки пересечения характеризуют устойчивое горение дуги, т.к. Uдуги = Uист . так для сварочной дуги длиной lд = 5 мм устойчивое горение будет обеспечено при сварочном токе Iсв = 145 А и Uист = 25 В .В случае увеличения сварочного тока до
Iсв =160 А напряжение источника, как видно из графика, станет Uист = 18 В меньше напряжения дуги, условие Uдуги = Uист не выполняется, однако при таком токе устойчивой будет дуга длиной lд = 3 мм.
Из (рис.3) видно, что диапазон регулирования устойчивого режима сварки (тока
и напряжения) для изменения длины дуги от 7 до 1 мм составляет для Iсв = 130…170А, для напряжения U = 33…8 В.
Другим показателем работы источника сварочного тока является продолжительность работы (ПР) или продолжительность включения (ПВ). Эти величины характеризуют повторно-кратковременный режим работы, на который рассчитаны источники
Рис.3 Вольтамперные характеристики сварочной дуги
Электрическая сварочная дуга при сварке покрытыми электродами является видом нагрузки, который отличается от других потребителей электроэнергии:
Ø для зажигания дуги нужно напряжение, значительно выше, чем для поддержания ее горения;
Ø дуга горит с перерывами, во время которых электрическая цепь или разрывается, или происходит короткое замыкание;
Ø во время горения дуги с изменением ее длины lд(в пределах 0. 20 мм ) изменяется сопротивление, что приводит к изменению напряжения Uд (в пределах 20. 40 В) и силы сварочного тока Iсв;
Ø при коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают такие требования к источникам питания (для ручной дуговой сварки):
1. Напряжение холостого хода должно быть в два-три раза выше напряжения дуги. Это необходимо для легкого зажигания дуги, в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Госстандарт устанавливает максимальное напряжение холостого хода Uх.хне более 80В – для источников питания переменного тока и 90 В – для и.п. постоянного тока.
2. Необходимо, чтобы сила тока при коротком замыкании Iкз была ограничена. Нормальный процесс дуговой сварки обеспечивается, если
Iкз / Iсв = 1,1. 1,5 (в некоторых случаях – 2)
3. Изменения напряжения дуги, происходящих в результате изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки (необходимо, чтобы источник питания имел специальную форму внешней характеристики).
4. Время восстановления напряжения от 0 до 25 Впосле короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5.  Необходимо, чтобы источник питания имел устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть 30 . 130% от номинального сварочного тока. Это необходимо для того, чтобы от одного источника питания можно было сваривать электродами различных диаметров. Всем указанным требованиям отвечают источники питания с крутопадающей внешней вольтамперной характеристикой (ВВАХ).
Необходимо, чтобы источник питания имел устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть 30 . 130% от номинального сварочного тока. Это необходимо для того, чтобы от одного источника питания можно было сваривать электродами различных диаметров. Всем указанным требованиям отвечают источники питания с крутопадающей внешней вольтамперной характеристикой (ВВАХ).
Цель работы: Изучить и построить ВАХ источников питания