Содержание
- 1 Применение и назначение
- 2 Виды зенкеров
- 3 Зенкерование
- 4 Конструкция зенкера
- 5 Чем зенкер отличается от зенковки
- 6 Конусные зенкеры
- 7 Заточка зенкера по металлу
- 8 Виды инструментов для обработки отверстий
- 9 Сферы применения зенковки
- 10 Классификация зенкеров
- 11 Классификация зенкеров и цековок по металлу
- 12 Виды инструмента
Зенкер – насадка режущего типа для обработки/расширений отверстий в металлических изделиях и заготовках. Метод обработки не отличается от принципов сверления, за исключением используемого инструмента. Сам процесс создания отверстий называется зенкерованием. По внешним признакам инструмент схож со сверлом, только на внешней кромке расположены зубья и спиральные канавки.

Применение и назначение
Зенкер используют для расширения диаметра входного отверстия, зачистки поверхности и сглаживания шероховатостей. Использование инструмента необходимо в работе, где важна точность замеров и качество. Зенкер необходим, когда требуется выполнить паз для крепежных элементов. К примеру, шпилек, болтов и шурупов. Инструмент незаменим в металлообрабатывающей промышленности. Выбор инструмента всегда будет зависеть от вида обрабатываемого материала, а также от расположения отверстий.
Виды зенкеров
Зенкеры по геометрической форме подразделяются на: цилиндрические, конические, торцовые. В зависимости от того, какой результат должен получиться, используется соответствующий тип инструмента:
- • для работы с деталями и формами цилиндрического вида. Имеют разный диаметр и угол наклона. Предназначены для расширения отверстии до 10 мм. С использованием направляющей цапки получаются углубления для крепежей;
- • для работы с коническими деталями (датчики, клапаны). Обрабатываемые поверхности, как правило, из чугуна и стали;
- • для обработки торцевой плоскости детали или изделия (приливов, бобышек).
Зенкеры классифицируют по виду конструкции: цельные, сборные, сварные и с наплавными твердосплавными пластинками. По способу крепления: хвостовой и насадной зенкеры.

Зенкерование
Работы выполняются на станках токарных (для получения отверстий с торцевой стороны), сверлильных, фрезерных с ЧПУ и расточных (для изменения размера отверстия). Подбор инструмента производится исходя из месторасположения отверстия и материала, глубины и размера отверстия, способа крепления. Скорость обработки в зенкеровании идентична скорости сверления. Для стали легких видов угол наклона равен 15-20 градусов, для средней легкости сплавов – 8-10 градусов. Высоколегированные стали и чугун обрабатываются поду углом 0-5 градусов, согласно ГОСТ 12479-71.
Использование автоматического оборудования позволяет добиться высокой точности обрабатываемой поверхности. Выполняя работы нужно придерживаться следующих правил безопасности: поверхность зенкера должна быть хорошо заточенной и не иметь заусенцев и трещин. В момент крепления хвостовика нужно обратить внимание на гладкость поверхности в качестве крепежа.
Данная обработка похожа на операцию рассверливания. Только в случае с зенкерованием окончательный вариант выходит более точным, в процессе улучшается чистота поверхности, устраняются любые погрешности. Далее обычно производится развертывание – разновидность чистовой обработки.
Раззенковкой называют вторичную обработку уже готовых отверстий для установки в них головок болтов, заклепок, винтов.
- • зенкер насадного типа диаметром 25-75 мм, изготавливается по ГОСТ 1249-71;
- • с пластинами из твердосплавных металлов ГОСТ 12497-41;
- • цилиндрические ГОСТ 12489-71, диаметр изделия 10-20 мм. А также ГОСТ 2И22-2-80 для выпуска зенкеров с различнми хвостовиками цилиндрической формы;
- • конические (диаметр 10-40 мм) ТУ 2-035-923-83, ГОСТ 3231-71. Зенкер конический с углами 60,90 и 120 градусов регламентируется ГОСТ 14953-80Е.
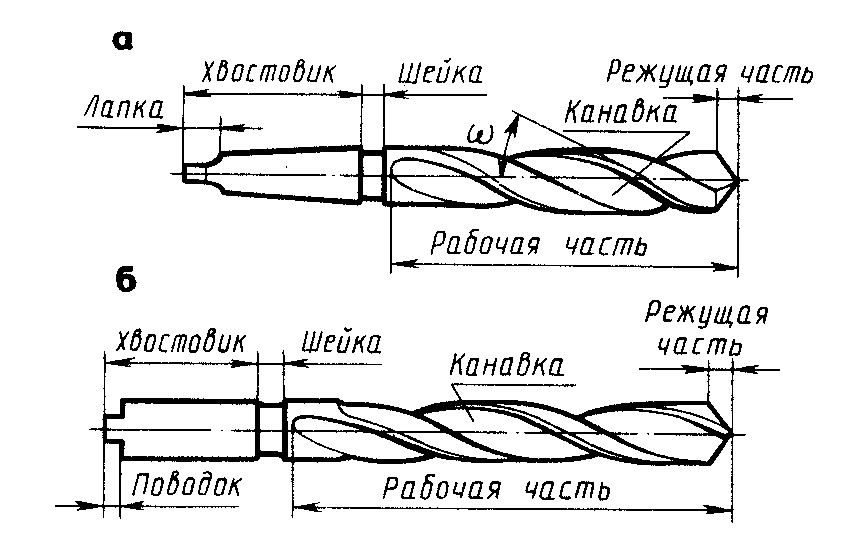
Конструкция зенкера
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.

Конусные зенкеры
Зенкер конического типа – самый распространенный и оптимальный режущий инструмент. Рабочий диаметр которого равен 15-75 мм. Предназначен для работ со средним углом наклона и небольших показателем углубления. Изделие имеет несколько сторон с прямыми зубьями с числом режущих кромок от 7-15. Зенкер чаще всего используется на станках с ЧПУ фрезерного или токарного типов.
Заточка зенкера по металлу
Зенковка и зенкер относятся к категории металлорежущих инструментов, специально предназначенных для обработки отверстий различной конфигурации. При помощи таких инструментов, а также приспособлений и оборудования для их использования в соответствие с требуемыми значениями приводятся следующие параметры отверстий: шероховатость внутренних поверхностей, конусность и соосность.

Зенкеры и зенковки предназначены для работы с теми же инструментами, что и сверла (дрелями, сверлильными и токарными станками)
Ознакомиться с требованиями ГОСТ к коническим зенковкам можно, скачав документ в формате pdf по ссылке ниже.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
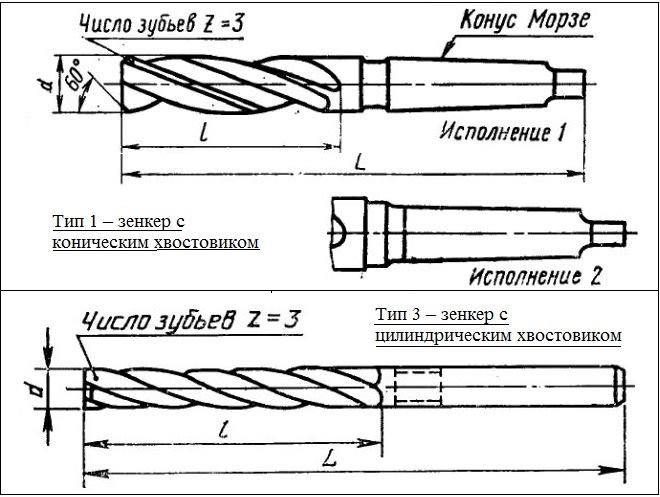
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
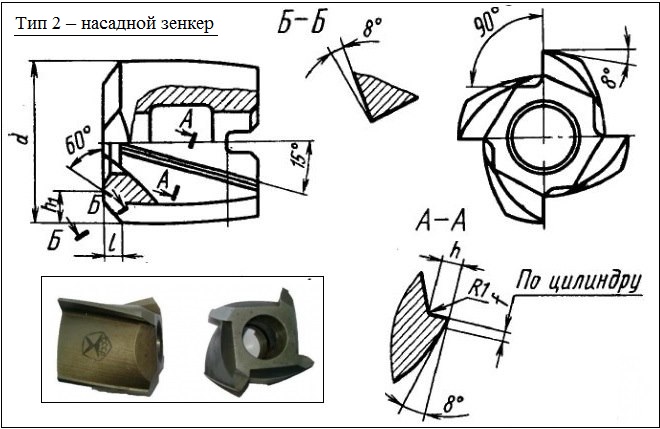
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
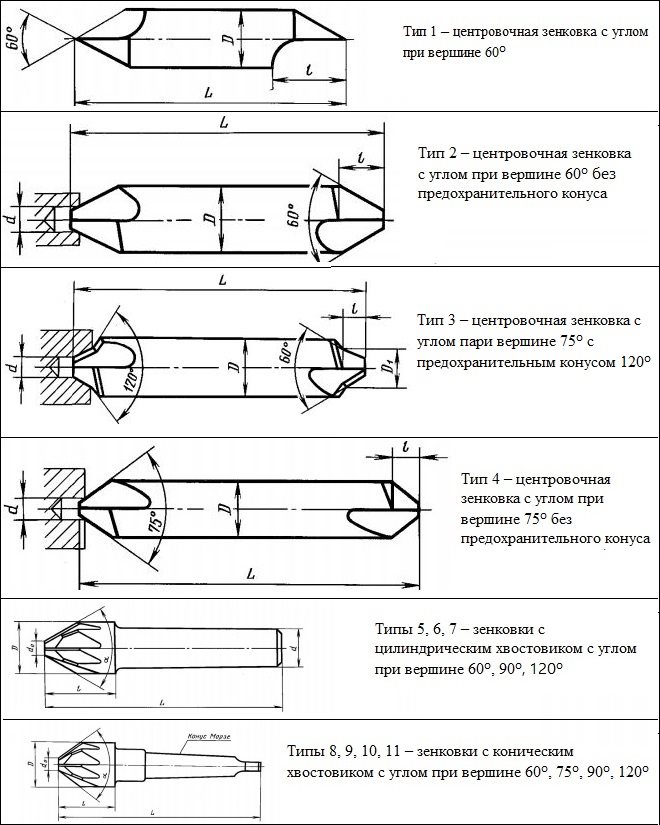
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Классификация зенкеров
Инструменты для зенкерования в зависимости от особенностей своей конструкции могут быть:
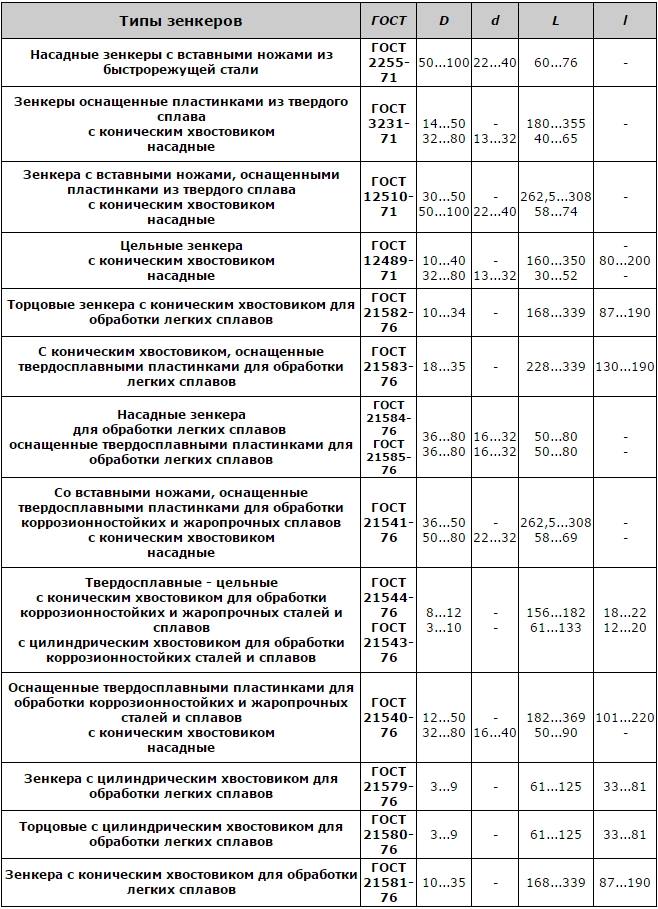
Типы стандартизированных зенкеров
Рабочая часть такого инструмента, как было сказано выше, напоминает сверло, но при этом отличается большим количеством режущих кромок. Зенкер может быть изготовлен из легированных быстрорежущих и инструментальных, а также высоколегированных сталей или твердых сплавов. Режущие кромки зенкеров, изготовленных из инструментальных сталей, затачиваются под углом 45–60°, а выполненных из твердых сплавов – под углом 60–75°.
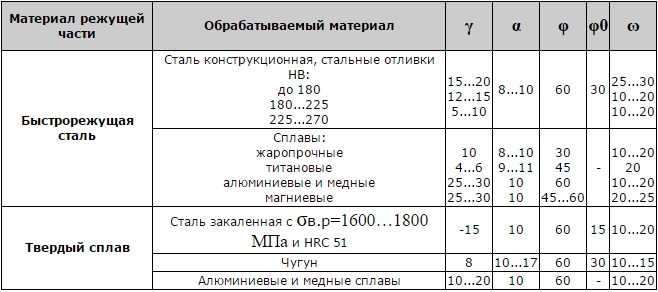
Параметры режущей части зенкеров
Зенкерами, рабочая часть которых заточена под конус, обрабатывают неглубокие отверстия соответствующей конфигурации. Отличительной особенностью инструментов данного типа является наличие на их плоской передней поверхности прямых зубьев. Количество режущих зубьев на рабочей поверхности инструментов данной категории варьируется от 6 до 12.
На технологическую операцию зенкерования, выполняемую после предварительного сверления отверстий, оставляется припуск 1–3 мм, точная величина которого зависит от диаметра обрабатываемого отверстия и характеристик самой заготовки. Наиболее сложно осуществляется зенкерование отверстий в заготовках, полученных методом литья и ковки. Чтобы инструмент легче заходил в отверстия, выполненные в таких деталях, предварительно выполняют растачивание на глубину 5–10 мм.
Зенкер может также работать в режиме резания, для этого ему сообщают более высокую скорость подачи (в полтора-два раза), чем при обычном рассверливании. Глубина резания, которую способен обеспечить зенкер, составляет примерно половину припуска, оставляемого на диаметр отверстия. При зенкеровании отверстий инструментами из быстрорежущих сталей применяют специальную эмульсию для охлаждения обрабатываемой заготовки и инструмента, при применении твердосплавного зенкера такого охлаждения выполнять не требуется.
Специалисты рекомендуют учитывать, что зенкерование, несмотря на высокую точность, может сопровождаться образованием дефектов различного характера.
Классификация зенкеров и цековок по металлу
Зенкеры классифицируют по следующим параметрам:
- Направление угла спирали — прямое, левое/правое.
- Конструкционно — цельные (для крепления в шпинделе станка) и насадные (для установки в специальную оправку).
- Форма зенкера — цилиндрические и конические.
- Диаметр и режущий угол.
Для производства инструмента используется быстрорежущая сталь; для пластин — твердосплавная сталь. Зенковки с торцевыми зубьями называют цековками.
Виды инструмента
Цековки используются для колибрования отверстий под винты, гайки, шпильки различной модификации. Классификация инструмента осуществляется по диаметру головки и хвостовика; могут быть для чистовых работ, под резьбу. Зенкера различаются формой хвостовика и величиной режущего угла. В Москве насадной инструмент предлагается в комплектах и единичных образцах. Зенковки и цековки применяют в токарном, сверлильном, расточном, агрегатном оборудовании.